 Página anterior Página anterior | Voltar ao início do trabalho | Página seguinte  |
Os aços ao carbono são utilizados em condições de serviço em temperaturas até 370 oC . Os aços baixa liga do tipo C-Mo são utilizados em temperaturas de trabalho até 540 oC, enquanto que os do tipo Cr-Mo são utilizados em temperaturas até 650 oC. Acima destes limites são utilizados os aços inoxidáveis austeníticos resistentes ao calor.
Os aços FBL ao CrMo mesmo apresentando propriedades inferiores aos austeníticos em altas temperaturas, por vezes apresentam-se mais atrativos, pois além de possuírem uma boa relação "tensão admissível - custo", possuem baixo coeficiente de expansão térmica e alta condutividade térmica, sendo mais adequados em aplicações com presença de ciclos térmicos. Na tabela 1 é mostrada a composição química nominal de alguns aços FBL ao CrMo utilizados em tubulações de vapor.
Tabela 1- Composição química nominal de aços FBL ao CrMo frequentemente utilizados na fabricação de tubulações de vapor [ 7 ].

Estes aços durante o processo de fabricação, geralmente, são submetidos a tratamentos térmicos de recozimento ou normalização com ou sem revenido posterior, de tal forma que sejam garantidas as propriedades mecânicas exigidas nas normas de projeto e fabricação.
Originalmente, os aços FBL ao CrMo tendem a apresentar uma microestrutura composta de uma mistura de ferrita com perlita ou bainita. De acordo com os respetivos diagramas de transformação de fase em resfriamento continuo, o aço 2,25Cr-1Mo tem maior temperabilidade e a estrutura original geralmente é formada por ferrita com aproximadamente até 25% de bainita. O aço 1,25Cr0,5Mo, com temperabilidade menor, geralmente apresenta uma estrutura ferrítica com aproximadamente até 30 % de Perlita.
No caso das juntas soldas, na zona termicamente afetada ( ZTA ) podem predominar a bainita e ou a martensita, devido as altas taxas de aquecimento e resfriamento a que geralmente resulta submetida esta região.
Em qualquer uma das condições de tratamento térmico de fabricação, segundo Klueh [ 8 ], o comportamento em fluência dos aços FBL ao CrMo depende do comportamento mecânico da ferrita, sempre que seja o constituinte microestrutural majoritário. Por outro lado, o comportamento mecânico da ferrita depende do tipo de tratamento térmico de fabricação utilizado.
De acordo com Baird e colaboradores [ 9 ], o efeito dos mecanismos de endurecimento da ferrita ( por efeito de solução sólida ou por precipitação ) é determinado pela aplicação ou não do revenido.
Conforme Dobrzánski e Hernas [ 10 ], as mudanças das propriedades que controlam a vida útil de componentes industriais, fabricados com aços FBL ao CrMo, são originadas pelos seguintes processos microestruturais :
precipitação e mudanças quanto ao tipo, morfologia e tamanho de carbetos.
esferoidização e decomposição das regiões perlíticas.
segregação de impurezas nos contornos de grãos.
mudanças da composição química da matriz.
Um dos primeiros estudos sistemáticos da precipitação nestes aços foi apresentado por Baker e Nutting [ 11 ]. Estes autores realizaram uma sequência de revenido ( em temperaturas na faixa de 400 a 700 oC, por tempos de até 1.000 h ), no aço 2,25Cr1Mo previamente submetido à tempera e à normalização.
Baker e Nutting [ 11 ], obtiveram evidências de que carbetos do tipo Cr7C3 e M23C6 são formados somente em grãos bainíticos nas proximidades das partículas de cementita, enquanto que, carbetos do tipo M2C formados na bainita originam-se por nucleação independente. Precipitados do tipo M6C, por sua vez, formam-se tanto em grãos ferríticos ou bainíticos, assim como, nos contornos de grão, mediante nucleação em partículas existentes.
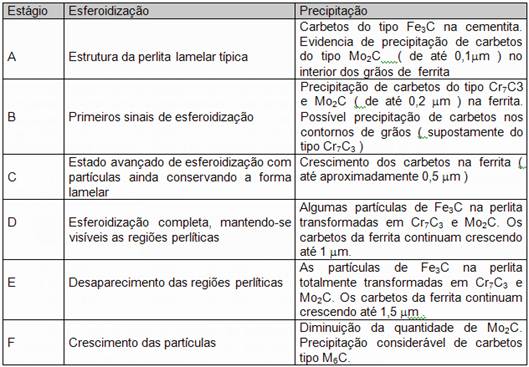
Toft e Mardsen [ 12 ], avaliaram a microestrutura de superaquecedores de vapor fabricados com aço 1Cr0,5Mo, expostos, por períodos de tempo até 100.000 h na faixa de temperaturas entre 454 e 518 oC. Estes autores propuseram uma classificação da evolução microestrutural em serviço, baseada na sequência do processo de esferoidização da perlita ( observado mediante Microscopia Ótica ), assim como dos processos de precipitação caracterizados mediante Microscopia Eletrônica de Transmissão ( MET ) com réplicas de extração com carbono ( tabela 2 ).
Tabela 2 - Classificação dada por Toft e Mardsen às mudanças microestruturais em serviço do aço 1Cr0,5Mo ferrito-perlítico [ 12 ].
Abdel-Latif e colaboradores [ 13 ], estudaram as mudanças microestruturais que acontecem no aço 2,25Cr1Mo submetido a uma sequência de envelhecimento térmico durante 454, 909, 1.364 e 1.820 h, na temperatura de 630 oC. Estes autores avaliaram as mudanças dos precipitados quanto ao tipo, morfologia e composição química, utilizando a análise via MET com réplicas de extração com carbono e análise por difração de elétrons e a análise por Espectroscopia por Disperssão de Energia de Raios – X ( EDS ).
No estado inicial, Abdel-Latif e colaboradores [ 13 ], encontraram uma microestrutura ferrito-perlítica com carbetos do tipo M6C e M23C6. No estado envelhecido o material apresentou uma microestrutura ferrítica com precipitados do tipo M6C e M23C6 que se diferenciavam quanto à morfologia e composição química para os diferentes tempos.
Murphy e Branch [ 14 ], caracterizaram as mudanças microestruturais no aço 2,25Cr1Mo ( com diferentes estados microestruturais iniciais ) durante o ensaio de fluência, com tensões variando entre 48 e 208 MPa, e temperaturas de 566 e 593 oC. Utilizando a análise via MET com réplicas de extração com carbono, identificaram a presença de carbetos do tipo M3C e M2C na bainita no estado inicial e verificaram que, o primeiro esferoidizava rapidamente, transformando-se em M23C6 e seguidamente em M6C. Também observaram a presença de carbetos do tipo M7C3 na forma de ripas no material ensaiado. Verificaram ainda que a precipitação e a subsequente estabilidade dos precipitados depende do tipo de matriz onde são formados.
Em observações por meio de MET e com o uso da análise por difração de elétrons em área selecionada, Kurzydlowski e Zielinski [ 15 ], confirmaram a ocorrência da transformação de M2C para M6C na ferrita, conforme indicado por Baker e Nutting [ 11 ], como também verificaram que sua ocorrência se dava a partir da nucleação de M6C diretamente em partículas de M2C.
O estado microestrutural de tubulações de vapor fabricadas com aço 2,25Cr1Mo, na condição original e submetido ao serviço durante 5 e 18 anos ( à temperatura de 545 oC e tensão de 17,4 MPa ), foi caracterizado por Yang e colaboradores [ 16 ]. Estes autores estabeleceram que, no estado inicial, a estrutura era do tipo ferrito-perlítica. Nas colônias perlíticas foram encontrados carbetos do tipo M3C e M7C com forma lamelar, enquanto que, no interior dos grãos ferríticos existiam carbetos do tipo M2C, em quantidade considerável. Após 5 anos de serviço tinha ocorrido a esferoidização dos carbetos presentes na perlita, enquanto que, na ferrita foram encontrados carbetos do tipo M23C6 , coexistindo com carbetos do tipo M2C. Após 18 anos de serviço a estrutura era ferrítica com grande quantidade de carbetos do tipo M23C6 e pouca quantidade do tipo M2C.
Dobrzánski e Hernas [ 18 ] conduziram um estudo com amostras de aço 1Cr0,5Mo retiradas de diferentes regiões de caldeiras de vapor, com tempos de operação entre 50.000 e 270.000 h e tensão média de 50 MPa. Estes autores concluíram que além das condições de serviço, o estado microestrutural inicial é um fator que influencia na evolução microestrutural com o tempo.
Deve-se destacar que não existe um único critério na abordagem das mudanças microestruturais dos aços FBL ao CrMo. Alguns pesquisadores têm utilizado amostras de material exposto diretamente às condições de operação, enquanto outros, têm simulado as transformações microestruturais mediante envelhecimento térmico ou têm avaliado as mesmas a partir de ensaios de fluência.
Bolton e colaboradores [ 19 ], Hart [ 20 ], Abdel-Latif e colaboradores [ 21 ] e Hale [ 22 ], sugeriram o emprego do envelhecimento térmico, como possibilidade factível de simulação acelerada no laboratório das mudanças microestruturais que devem acontecer em condições de serviço.
No entanto, de acordo com Jhonson e Glen [ 23 ], os ensaios acelerados de fluência ou o envelhecimento térmico não são representativos do comportamento em serviço, devido ao fato que, os resultados podem depender diretamente dos parâmetros estabelecidos nos ensaios de curta duração.
Gope e colaboradores [ 24, 25 ], compararam o comportamento microestrutural entre a cabeça e a região deformada de amostras no ensaio fluência dos aços 1,25Cr0,5Mo e 2,25Cr1Mo. Desta forma, verificaram o efeito da tensão superposta ao envelhecimento. Seus resultados indicaram que a tensão superposta ao envelhecimento pode causar mudanças do ponto de vista cinético, sem alterar-se a sequência da precipitação.
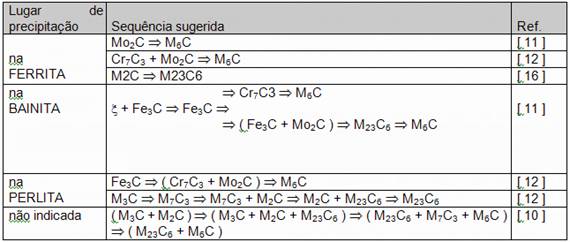
De acordo com toda a análise anterior foi elaborada uma tabela resumo, mostrando a sequência de precipitação de carbetos descrita na literatura para os aços FBL ao CrMo ( tabela 3 ).
Tabela 3 - Tabela resumo com a sequência de precipitação de carbetos no aço FBL ao CrMo reportada na literatura.
Abdel-Latif e colaboradores [ 13 ], demostraram que os diferentes estados microestruturais obtidos mediante envelhecimento térmico acelerado, têm correlação com os processos microestruturais que acontecem em serviço. Para isso basearam-se na comparação dos resultados do ensaio de fluência do material submetido ao envelhecimento térmico acelerado com os do material exposto diretamente ao serviço durante 85.000 h. De acordo com este resultado para cada um dos diferentes estados microestruturais simulados e representativos de 25.000, 50.000, 75.000 e 100.000 h, obtiveram tempos de ruptura bem diferentes.
Dobrazánski e Hernas [ 18 ], correlacionaram o tempo de vida útil e as mudanças microestruturais que acontecem em serviço no aço 1Cr0,5Mo ( tabela 4 ). Estes autores chegaram a resultados qualitativamente similares aos obtidos por Toft e Mardsen [ 12 ], com a diferença de que adicionaram na análise um material com estrutura ferrito-bainítica. Isso permitiu-lhes concluir que, o estado microestrutural inicial ( ferrito-bainítico ou ferrito-perlítico ) influencia no comportamento em serviço, já que, a estrutura ferrito-perlítica mesmo tendo menor resistência à fluência comporta-se de forma mais estável com o tempo.
Afrouz e colaboradores [ 26 ], verificaram que a exposição do aço 1Cr0,5Mo à fluência ocasiona um aumento da quantidade cromo, manganês e molibdênio na cementita, resultando na queda da resistência à fluência devido à diminuição do efeito de endurecimento por solução sólida.
A degradação das propriedades mecânicas do aço FBL ao CrMo, relacionada com mudanças microestruturais, foi verificada por Nishizaka e colaboradores [ 27 ]. Estes autores associaram a queda na resistência ao impacto, com a precipitação de carbetos do tipo M2C no interior dos grãos ferríticos e de M3C de forma globular nos contornos de grão. A redução da resistência à fluência foi atribuida ao emprobecimento da matriz ferrítica em elementos de liga.
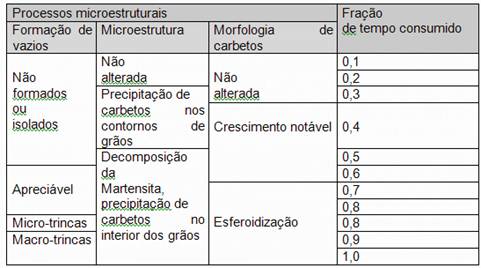
Para a ZTA, do aço 2,25Cr1Mo com estrutura martensítica, Masuyama e colaboradores [ 17 ], propuseram um esquema para avaliar a fração de tempo de vida útil em serviço em função dos processos microestruturais desenvolvidos ( tabela 5 ). No caso do metal de base os autores explicam que não faz sentido associar o tempo de vida útil em serviço com os processos microestruturais, já que o material se comporta de maneira dútil e o processo de deformação e ruptura dependem da tensão aplicada mais do que do estado microestrutural.
Considerando que, o fenômeno de crescimento competitivo dos precipitados na matriz ferrítica controla o desempenho durante o serviço, Roberts e colaboradores [ 28 ], propuseram o uso da modelagem para correlacionar a microestrutura e o comportamento em condições de fluência e estimar o tempo de vida residual.
O modelo descrito por Roberts e colaboradores [ 28 ], foi desenvolvido na base do conceito de tensão interna ( (i ) dado pela equação 2.1. Este modelo assume que:
a tensão interna ( (i ) representa a tensão necessária para que as discordâncias, ancoradas por precipitados, possam movimentar-se, sendo inversamente proporcional à distancia entre as partículas ( ( t ), segundo a equação 2.2
a distância entre partículas ( ( ) varia com o tempo segundo a teoria de Lifshits-Wagner, de acordo com a equação 2.3.
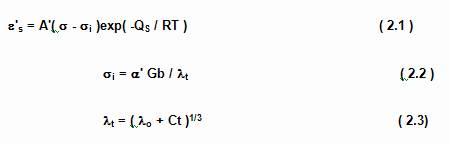
onde : ('s – taxa de deformação no estado estacionário
(o - distância inicial entre partículas
(t - distância entre partículas para o tempo t
C - termo dependente da temperatura e do material
(' - constante que caracteriza a interação entre as deslocações e as partículas precipitadas
G -módulo de cisalhamento
b - vetor de Burgers
( - tensão aplicada
Qs – energia de ativação para a autodifusão
Tabela 4 - Correlação entre os processos microestruturais e o tempo de vida útil em serviço [ 18 ].
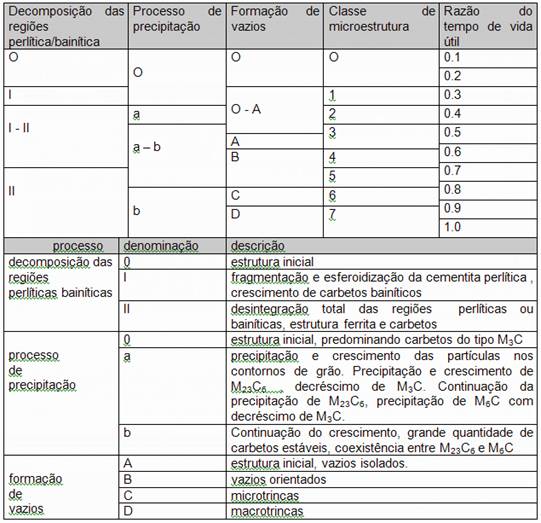
Tabela 5 - Correlação entre os processos microestruturais e o tempo de vida útil em serviço na ZTA no aço 2,25Cr1Mo [ 17 ].
A partir da determinação experimental dos parâmetros da equação 2.1 é possível prever o comportamento em fluência, na medida em que vária a distância entre partículas de precipitados.
De acordo com Cane e Aplin [ 29 ], nas juntas soldadas circunferências de tubulações de vapor fabricadas com aço FBL ao CrMo a distribuição da tensão tangencial é definida pela relação constitutiva entre a região do Metal de Solda ( MS ), da Zona Termicamente Afetada ( ZTA ) e do Metal de Base ( MB ). Quanto ao valor da tensão axial não há diferenças significativas entre estas regiões. Como resultado deste complexo estado tensional, durante o serviço podem-se desenvolver diferentes tipos de defeitos, dentre estes as trincas.
Chan e colaboradores [ 30 ], classificaram os diferentes tipos de trincas que aparecem em serviço nas juntas soldadas circunferênciais de tubulações de condução de vapor. De acordo com a região de origem e o sentido de propagação das trincas observadas na inspeção de campo, estes autores propuseram a seguinte classificação:
Tipo I - trinca circunferencial ou axial, originada e mantida dentro da região do MS;
Tipo II - trinca circunferêncial ou axial, originada dentro da região do MS e propagada até a região da ZTA;
Tipo III - trinca circunferêncial, originada na região da ZTA próxima ao MS e mantida dentro dela ou propagada até a região do MB;
Tipo IV - trinca originada e mantida na região da ZTA próxima ao MB.
As trincas do tipo I, II e III aparecem na superfície externa da tubulação e geralmente são submetidas ao reparo localizado, enquanto que, a trinca tipo IV estende-se até o interior da parede do tubo e geralmente implica no reparo com substituição total da junta exposta ao serviço.
Cane e Aplin [ 29 ], associaram a trinca tipo IV com a região da ZTA, chamada de Intercrítica ( ZTAI ). Esta região, durante a soldagem, é submetida a ciclos térmicos que atingem temperaturas entre A1 e A3. Segundo estes autores, na ZTAI pode ocorrer a esferoidização e o crescimento dos carbetos presentes e diminuir o teor de elementos de liga na matriz. Assim, durante a soldagem forma-se uma região fraca quanto à resistência à fluência. Esta região foi denominada como "entalhe metalúrgico", que pode conduzir às trincas prematuras do tipo IV.
Laha e colaboradores [ 31 ], comprovaram que em juntas soldadas de aço 2,25Cr1Mo, a região da ZATI próxima do MB é uma região fraca quanto à resistência à fluência. Resultados similares foram encontrados em juntas soldadas de aço 1Cr0,5Mo, por Rui e colaboradores [ 32 ].
Estes resultados permitem considerar que a suposição feita por Cane e Aplin [ 29 ] poderia ser válida. No entanto, de acordo com Perrin e Hayhurst [ 33 ], esta suposição não foi demostrada de forma experimental.
Com base nestas considerações, no caso da solda de reparo após o serviço pode-se esperar, com maior probabilidade, a ocorrência de trincas do tipo IV, devido ao fato de se ter um estado de deterioração microestrutural avançado.
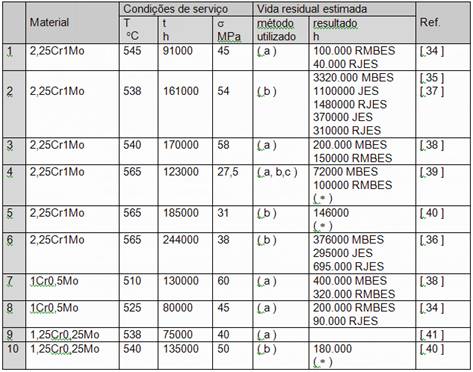
Na literatura especializada, poucos trabalhos foram publicados sobre o efeito do reparo por soldagem na vida residual de linhas de condução de vapor. Na tabela 2.6 apresenta-se um resumo de alguns dos resultados fundamentais publicados.
Etienne e colaboradores [ 34 ], avaliaram a possibilidade do reparo localizado utilizando os processos de soldagem manual com eletrodo revestido e soldagem a Arco Tungstênio com Atmosfera Gasosa, com e sem Tratamento Térmico Pós Soldagem TTPS ( casos 1 e 8, tabela 2.6 ). Estes autores avaliaram o reparo com e sem pré-aquecimento, utilizando o material de dois alimentadores de vapor diferentes. Numa segunda etapa do trabalho, aplicaram o mesmo procedimento experimental utilizando juntas soldadas, que apresentaram em serviço defeitos do tipo vazios de fluência.
Ensaios de fluência com tensão de 45 MPa, foram conduzidos nas temperaturas de 625, 650, 675 oC. Mediante extrapolação dos resultados, foi estimado o tempo de vida residual na temperatura de operação. Os autores atribuíram a queda do tempo de vida residual do reparo nas juntas soldadas, à extração incompleta do metal danificado; porém, não fizeram tentativas de reparo com extração total do metal danificado [ 34 ].
Viswanahathan e colaboradores [ 35 - 37 ], compararam os resultados do reparo localizado, de juntas soldadas expostas ao serviço, utilizando o método de soldagem com eletrodo revestido com TTPS, com os resultados do reparo aplicando a técnica de Deposição Controlada ( casos 2 e 6, tabela 2.6 ).
Várias combinações de valores da tensão ( entre 55 e 162 MPa ) e da temperatura ( entre 565 e 650 oC ) foram utilizadas para determinar o tempo de ruptura no ensaio de fluência, do MB, da junta soldada exposta ao serviço e da junta soldada gerada com o reparo localizado. Com os resultados obtidos foi estabelecida a correlação entre a tensão do ensaio de fluência e o parâmetro de Larson-Miller. A partir desta correlação foi estimado o tempo de vida residual para cada condição na tensão de operação ( tabela 2.6 ).
Estes autores [ 35 - 37 ], concluíram que o reparo mediante ambos métodos fornrce resultados satisfatórios, já que o tempo de vida residual estimado para as juntas soldadas geradas por reparo foi sempre maior do que o estimado para as juntas expostas ao serviço; assim como, porque no primeiro caso a ruptura sempre ocorreu no MB e no segundo no MS.
Arnswald e colaboradores [ 38 ], estudaram o efeito na vida residual do reparo por soldagem com eletrodo revestido com TTPS no MB de tubulações de vapor ( casos 3 e 7, tabela 2.6 ). Mediante extrapolação dos resultados do ensaio de fluência, estimaram o tempo de vida residual para o MB e para as juntas soldadas geradas pelo reparo ( figura 2.10 ).
Estes autores [ 38 ], concluíram que o tempo de vida residual após o reparo é 30 % menor do que para o MB. Este resultado foi similar a outro obtido anteriormente por estes autores, utilizando como material MB não exposto ao serviço. Com isto generalizaram a conclusão de que, a junta soldada, tanto no material original quanto no exposto ao serviço, apresenta um tempo de vida residual 30 % menor do que o MB.
Westwood [ 39 ], investigou o reparo mediante soldagem com eletrodo revestido com TTPS no MB de tubulações, novas e expostas ao serviço ( caso 9 tabela 2.7 ). A partir da extrapolação dos resultados do ensaio de fluência ( tensão de 40 MPa e temperaturas entre 600 e 650 oC ), concluiu que, as juntas soldadas tanto do material novo, quanto do material envelhecido em serviço, teriam um tempo de vida residual inferior ao do MB, ( com fator de redução de vida aproximadamente igual a 5 ). No caso da junta soldada no material exposto ao serviço o tempo de vida residual é inferior ao da junta soldada no material novo ( com fator de redução de vida aproximadamente igual a 2,4 ).
Num trabalho recente Parker e Stratford [ 40 ], chegaram a uma importante conclusão referente ao TTPS. Segundo estes autores, o efeito do TTPS no reparo de tubulações de vapor de aço FBL ao CrMo não foi suficientemente estudado, por isso, atualmente são utilizadas recomendações que abrangem uma faixa muito ampla de temperaturas para o TTPS. De acordo com os resultados estes autores, o TTPS nas temperaturas de 700, 725 e 750 oC ( todas dentro da faixa recomendada nas normas de fabricação ) conduz a diferenças de comportamento quanto à fluência. A partir destes resultados, recomendam fazer novos estudos sobre este assunto.
Tabela 6 - Resumo de resultados publicados sobre reparo por soldagem e vida residual de tubulações de vapor fabricadas com aço FBL ao CrMo.
Legenda:
( a )- Extrapolação de resultados do ensaio de fluência a isotensão,( b )- Extrapolação de resultados no gráfico "Tensão de Ruptura em função do Parâmetro de Larson-Miller", ( c )- Extrapolação de resultados do ensaio de fluência a velocidade de deformação constante
( ( )- Valor determinado utilizando os resultados dos autores.
MB- Metal de Base, E- Exposto, S- Serviço, J- Junta Soldada, R- Reparo.
Lunding e colaboradores [ 41 ], avaliaram o efeito do reparo mediante soldagem com eletrodo revestido com e sem TTPS, no MB e na junta soldada longitudinal em tubulações de vapor ( casos 5 e 10, tabela 2.6 ). Ensaios de fluência do Metal de B, da junta soldada exposta ao serviço e da junta solda gerada pelo reparo, foram conduzidos com varias combinações de valores da tensão ( entre 55 e 170 MPa ) e de temperatura ( entre 538 e 660 oC ). Na maioria das condições de ensaio os valores do parâmetro de Larson-Miller obtidos foram menores que os valores da curva Larson-Miller de cada material. Mesmo assim, os autores concluíram que o reparo pode ser conduzido com sucesso e que não existem diferenças significativas quanto ao desempenho do material com e sem reparo.
Baseado nos resultados da maioria dos trabalhos referidos, o reparo por soldagem em tubulações de vapor após tempos longos de serviço, pode ser realizado com sucesso ou pode reduzir o tempo de vida de um componente.
Duas importantes limitações condicionam a generalização dos resultados referidos:
- O tempo de vida residual tem sido estimado em base à extrapolação de uma quantidade limitada de dados, sem seguir procedimentos comuns quanto ao ensaio de fluência e à análise estatística.
- Não foi suficientemente estabelecida a correlação da microestrutura com o efeito do ciclo térmico ligado ao reparo por soldagem. Uma avaliação deste tipo teria facilitado a comparação dos resultados, pelo menos numa base qualitativa, utilizando a microestrutura como referencial e não apenas o tempo de vida residual.
Logo, conforme considerado por Shiga e colaboradores [ 2 ], o assunto relacionado com o desempenho de juntas soldadas em tubulações de vapor após tempos longos de serviço, não foi suficientemente compreendido do ponto de vista científico, nem resolvido do ponto de vista tecnológico.
Segundo Viswanathan [ 1 ], esta afirmação é reforçada pelo fato de não terem sido desenvolvidas normas ou procedimentos de reparo por soldagem de tubulações de condução de vapor, reconhecidas internacionalmente.
Assim sendo, a partir das considerações apresentadas, em hipótese, pôde-se considerar que o desempenho após o reparo por soldagem destes componentes, depende do estado microestrutural atingido durante o serviço e do complexo efeito que o ciclo térmico exerce sobre o mesmo.
1. VISWANAHATAN, R. Damage mechanisms and life assessment of high temperature components. ASM International, 1989. 497 p.
2. SHIGA, C. et al. State of the art review on the effect of PWHT on properties of steel weld metal. Welding In The World, v. 37, n. 4, p. 163-176,1996.
3. DAVID, W. et al. Performance of weld repairs on service aged 2,25Cr1Mo girth weldments. utilizing conventional postweld heat treatment and temperbead repair techniques. Welding Research Council Bulletin, n. 412, p. 43-59, 1996.
4. SILVA, M., PAYAO, J. Caracterização de juntas soldadas de aços Cr-Mo em tubos novos e envelhecidos em serviço. In: XXII ENCONTRO NACIONAL DE TECNOLOGIA DE SOLDA. Anais... Blumenau: Associação Brasileira de Soldagem, 1996. p. 667-677.
5. MENESES, H., GUIMARAES, S. Análise de vida residual em equipamentos com danos causados por fluência. In: X X I I ENCONTRO NACIONAL DE TECNOLOGIA DE SOLDA. Anais... Blumenau: Associação Brasileira de Soldagem, 1996. p. 633-643.
6. LEVI de O., et al. Structural Integrity of a standpipe component in a petrochemical catalytic unit: Part 1 – Assessment of creep rupture properties. Journal of Engineering Materials and Technology. v. 122, n. 7, 2000.
7. METALS HANDBOOK. Properties and selection. ASM International, 10th edition, vol. 1, 1990.
8. KLUEH, R. Creep rupture strength of annealed 2¼Cr1Mo Steel. Scripta Metallurgica. v. 19, p. 789-793, 1985.
9. BAIRD, D. et al. Strengthening mechanisms in ferritic creep resistant steels. In: CREEP STRENGTH IN STEEL AND HIGH TEMPERATURE ALLOYS. Proceedings... The Iron and Steel Institute. September, 1972. p. 207-216.
10. DOBRZÁNSKI, J., HERNAS, A. Correlation between phase composition and life-time of 1Cr0.5Mo steels during long term service at elevated temperatures. Journal of Materials Processing Technology. v.53, p. 1-10, 1995.
11. BAKER, R., NUTTING, M. The tempering of 2¼%Cr-1%Mo steel after quenching and normalizing. Journal of the Iron and Steel Institute. July, p. 257-268, 1959.
12. TOFT, L., MARDSEN, L. The structure and properties of 1%Cr-0.5%Mo steel after service in CEGB power stations. In: CONFERENCE ON STRUCTURAL PROCESSES IN CREEP. Proceedings... JISI / JIM. London. 1963. p. 276-293.
13. ABDEL-LATIF, A. et al. Effects of microstructural degradation on creep life prediction of 2¼Cr1Mo steel. In: 5th INTERNATIONAL CONFERENCE ON FRACTURE. 1981.
14. MURPHY, M., BRANCH, G. Metallurgical changes in 2.25crmo steels during creep-rupture test. Journal of the Iron and Steel Institute. July, p. 546-561, 1971.
15. KURZYDLOWSKI, J., ZIELINSKI, W. Mo2C ( M6C carbide transformation in low alloy CrMo ferritic steels. Metals Science. v. 18, n. 4, p. 223-224, 1984.
16. YANG, R., et al. Microestructural examination of 2.25Cr1Mo steel pipes after extended service. Materials Characterization. v. 30, p. 75-88, 1993.
17. MASUYAMA, F., NISHIMURA, N., YOKOYAMA, T. Microstructural degradation in boiler tubes and metallurgical life assessment. In: SIMPOSIUM ON MICROSTRUCTURAL AND MECHANICAL PROPERTIES OF AGIN MATERIALS. Proceedings... Chicago. November, p. 149-154, 1992.
18. DOBRZÁNSKI, J., HERNAS, A. Relationship between microestructure and residual life-time of low alloy Cr-Mo steels. C494/079 IMechE. 1996.
BOLTON, J., DYSON, F., WILLIAMS, K. metallografic methods of determining residual creep life. Materials Science And Engineering. v. 46, p. 231-239, 1980.
19. HART, V. Assessment of remaining creep life using accelerated stress-rupture test. Metals Technology. n. 1, p. 1-7, 1976.
20. ABDEL-LATIF, A., CORBETT, J., TAPLIN, D. Analysis of carbides formed during accelerated aging of 2.25Cr1Mo steel. Metals Science. v. 16, n. 2, p. 90-96, 1982.
21. HALE, K. Creep failure prediction from observation of microstructure in 2¼%Cr1%Mo steel. In: INTERNATIONAL CONFERENCE ON PHYSICAL METALLURGY OF REACTOR FUEL ELEMENTS. Proceedings... Gloucestershire. September, 1973. p. 193-201.
22. JHONSON, F., GLEN, J. Some problems in the assessment of high-temperature properties for engineering purposes. In: CREEP STRENGTH IN STEEL AND HIGH TEMPERATURE ALLOYS. Proceedings... The Iron and Steel Institute. September, 1972. p. 37-42.
23. GOPE, N., MUKHERJEE, T., SARMA, D. influence of long-term aging at 520 oC and 560 oC and the superimposed creep stress on the microstrusture of 1.25Cr0.5Mo steel. Metallurgical Transactions. v. 23 A, n. 1. p. 221-235, 1992.
24. GOPE, N. et al. Influence of long-term aging at 520 oC and 560 oC and the superimposed creep stress on the microstrusture of 2.25Cr1Mo steel. Metallurgical Transactions. v. 24 A, n. 2, p. 315-326, 1993.
25. AFROUZ, A., COLLINS, M., PILKINGTON, R. Microestructural examination of 1Cr0.5Mo steel during creep. Metals Technology. v. 10, p. 461-463, 1983.
26. NISHIZAKA et al. Changes in Microestructure and mechanical properties of crmo reactor vessel steels during long term service. Journal of Pressure Vessel Technology. v. 107, n. 11, p. 285-294, 1985.
27. ROBERTS, B., ASKINS, C., VISWANAHATHAM, R. Remaining life estimation of boiler pressure parts. Base metal model. CS – 5588 Document. 1989.
28. CANE, B. AND APLIN, P. Creep life assessment methods. In: TECHNOLOGY FOR THE '90s. Proceedings... ASME. 1993. p. 43-82.
29. CHAN, W., et al. Metallurgical experience with high temperature piping in Ontario Hydro. Pressure Vessel and Piping. v. 21, 1991. p. 97-105.
30. LAHA, K., RAO, B., MANNAN, S. Creep behavior of post-weld heat treated 2.25Cr1Mo ferritic steel base, weld metal and weldments. Materials Science and Engineering. V A 129, p.183-195, 1990.
31. RUI, W., et al. Creep properties of 1Cr0,5Mo steel welded joints with controlled microstructures. Welding in the World. v. 30, n. 11-12, p. 329-336, 1990.
32. PERRIN, I., HAYHURST, D. Continuum damage mechanics of the type - IV creep failure in ferritic steel crossweld specimens. International Journal of Pressure Vessels and Piping. V. 76, p. 599-617, 1999.
33. ETIENNE, F., HEERINGS, J., VAN WORTEL, C. Weldability and assessment of residual life of repair welds in thick walled headers. In: VGB CONFERENCE. RESIDUAL SERVICE LIFE. Proceedings... Mannheim, 6-7 july, 1992. p. 33.1-33.25.
34. GANDY, W., VISWANATHAN, R., FINDLAN, S. Performance of weld repairs on service aged 2,25Cr1Mo girth weldments utilizing conventional postweld heat treatment and temperbead repair techniques. WELD REPAIR TECHNOLOGY. Workshop... PVRC/EWI. Jan. 31 - Feb. 1, San Diego,1996.
35. VISWANATHAN, R., GANDY, D., FINDLAN, S. Advanced weld repair technology extends plant life. Power Engineering. v. 100. n. 13. December, 1996.
36. VISWANATHAN, R., GANDY, D., FINDLAN, S. Performance of repair welds on service-aged girth welds. Journal of Pressure Vessel Technology. v. 119. n. 11. p. 1-9, 1997.
37. ARNSWALD, W., et al. Remaining life affected by welds. In: INTERNATIONAL CONFERENCE. ON CREEP. Proceedings... JSME. Japan. 1986. p. 367-372..
38. WESTWOOD, H. J. Axial creep tests on 1.25Cr0.5Mo steam pipe weldments. In: MATERIALS AGING AND COMPONENT LIFE EXTENSION. Proceedings... Engineering Materials Advance Service. 1995. p. 240-245.
39. PARKER, J., STRATFORD, G. Effect of heat treatment on creep and fracture behavior of 1,25Cr0,5Mo steel. Materials Science and Technology. v. 11, n. 12, p. 1267-1273, 1995.
40. LUNDING, C., et al. An Experimental Study of Causes and Repair of Cracking of 1¼Cr ½Mo Steel Equipment. API Publication. n. 938. may, 1996.
41. ANUAL BOOK OF ASTM STANDARS. standard specification for pressure vessel plates, alloy steel, chromium – molybdenum. ASTM A387-79b. 1982, p. 359.
Autores:
Alfonso Rafael Fernández Fuentes
Centro de Investigación de Soldadura (CIS)
Facultad de Ingeniería Mecánica
Universidad Central "Marta Abreu" de Las Villas
Carretera a Camajuaní Km. 5½
Santa Clara, Villa Clara, CP. 54830
Cuba
(53) (42) 223983

Dr. Nelson Guedes de Alcântara
Universidade Federal de São Carlos – UFSCar
Departamento de Engenharia de Materiais - DEMa Rodovia Washington Luís (SP-310), Km 235 São Carlos, São Paulo - Brasil CEP: 13565-905 (51) (16) 3351-8244

| Página anterior | Voltar ao início do trabalho | Página seguinte |
|
|
|




