 Página anterior Página anterior | Voltar ao início do trabalho | Página seguinte  |
Essas técnicas trazem, segundo Shingo (2000), vantagens como rapidez e facilidade nas tarefas de setup e troca de produtos com redução de custos, trabalho com lotes menores, uso racional e efetivo do espaço do chão de fábrica.
Entende-se que os métodos sugeridos aplicam-se a toda cadeia produtiva, independente do produto em fabricação; que seja fácil determinar o que falta para melhorar o rendimento se especialistas no assunto estiverem envolvidos e também que o valor aplicado está relacionado tanto ao desempenho desejado quanto à etapa do processo em que o produto se encontra.
1.5 Metodologia
A metodologia a ser utilizada será a qualitativa, por tratar-se de um estudo exploratório fundamentado em pesquisa bibliográfica por meio de livros, sites, artigos científicos e estudos acadêmicos. O método utilizado será o dedutivo, pois parte-se do aspecto geral para o particular.
1.6 Estruturas do trabalho
Capítulo 1:
Além deste capítulo introdutório há outros que compõem revisão bibliográfica e que formam a contribuição de complemento da ideia.
Capítulo 2: Principais Conceitos
Nesse capítulo, apresentam-se os estudos dos conceitos básicos sobre redução de tempo de setup e a revisão histórica do conceito. Após uma breve análise do contexto histórico de surgimento da importância do setup, há uma análise crítica à metodologia SMED criada por Shingo (2000). Por fim, há alguns comentários sobre o uso deste conceito.
Capítulo 3: Estado da Arte do Setup e Changeover
Trata-se, nesse capítulo, do estado da arte dos conceitos changeover e setup.
Capítulo 4: MBS – IND LTDA. – Um Estudo de Caso
O capítulo proporciona a metodologia de coleta, tabulação e análise de dados de um estudo de caso, associados ao sistema TRF, apresentando as opções existentes no mercado de facilitadores de setup.
Também apresenta as proposições do trabalho com a elaboração do método de classificação dos elementos do período de setup e da retomada produtiva.
Capítulo 5: Considerações Finais
São apresentados os resultados obtidos do trabalho, do estudo de caso, reflexão dos temas e sugestão de estudos futuros.
2.1 Definições e Conceitos
Este capítulo tem a função de apresentar os principais conceitos abordados no trabalho. É importante informar a dificuldade de entendimento dos conceitos, uma vez que os termos originais estão no idioma inglês. Algumas traduções imprecisas dos termos têm gerado compreensões inadequadas das palavras originais. Para evitar imprecisões, serão apresentadas as palavras em inglês.
Outro objetivo deste capítulo é inserir o tema dentro da evolução histórica dos sistemas de produção industrial e as razões pela qual ele ganhou tanta importância nos dias atuais. Também será comentada a evolução da principal metodologia de virada de produção – Single Minute Exchange of Die (SMED) – com foco na redução de tempo de setup.
Segundo, Fogliato e Fagundes, (2003) o setup é o intervalo de tempo que se leva desde o término da última peça boa do lote anterior até a saída da primeira peça boa do próximo lote. Para estabelecer o seu início e o seu fim, convenciona-se que setup é o tempo que leva da produção de um produto A até a produção de um produto B com qualidade.
Tal configuração está apresentada na Figura 1 abaixo:

Figura 1: Configuração usual de setup.
Fonte: Sugai (2007).
A figura 1 apresenta algumas limitações. Primeiramente, é que se trata de uma configuração muito próxima da chamada "abordagem sistêmica", com a qual se confunde o setup como um "sistema" cuja entrada (input) seria o lote A e a saída (output) seria o lote B.
A segunda limitação é a falta de uma referência do volume de produção, elemento necessário para avaliação da produtividade.
Uma melhor configuração conteria a presença de um eixo de tempo e um eixo de saída de produção, conforme Figura 2. Nesta nova apresentação, o setup localiza-se entre os dois lotes produzidos no qual a saída de produção é nula, isto é, não há saída de produção do sistema no tempo decorrido em que se realiza a preparação.
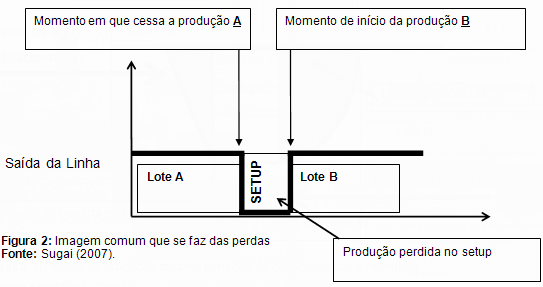
Uma observação que deve ser feita com base na Figura 2 é a respeito da perda de produção, indicada pela área. Para o seu cálculo basta apenas a multiplicação entre tempo sem produção tempo de setup e taxa de produção do sistema. McINTOSH et al. (2001)
Uma nova representação que pode auxiliar a compreensão é vista na Figura 3.
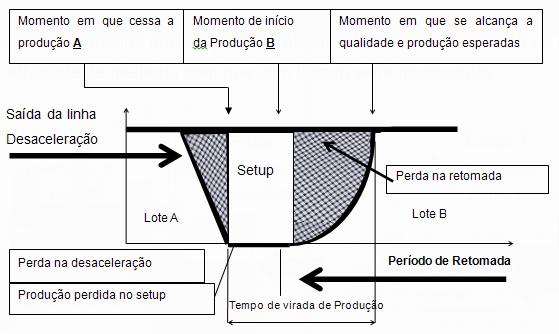
Figura 3: Perdas de produção durante períodos de desaceleração e retomada.
Fonte: McINTOSH (2001).
A partir da figura 3 surgem novos termos conforme McINTOSH et al.( 2001) como: início das atividades de máquinas trabalhando em ritmo mais lento até parada total de produção e representado no gráfico em xadrez por uma linha com função decrescente; período de preparação setup sem produção, com máquina estática, dedicada à troca de ferramenta e preparação para produção de novo lote de produtos, e uma nova linha no gráfico crescente para retomada de produção.
Esta fase somente termina quando a máquina atinge níveis desejados de qualidade e de capacidade de produção. Este novo conceito abrange os ajustes após a preparação, conceito tradicional de setup, que agora não ficará restrito ao momento em que o sistema para de produzir.
2.2 Histórico
Womack (2000) comentava que Ford foi o primeiro a pensar sobre o assunto. Possuía uma visão de fluxo do começo ao fim, ou seja, da concepção do produto até o seu lançamento, da matéria-prima ao cliente. De fato, Ford se revelou um caçador de desperdícios na busca do baixo estoque, na eliminação de transportes e movimentos que não criavam valor ao produto final. O conceito de eliminação de desperdício inspirou fortemente Taichi Ohno, criador do Sistema Toyota de Produção.
Diferentemente de Ford, Sloan orientou a produção às necessidades do mercado, aproveitando ao mesmo tempo, os benefícios da produção em massa. Dessa forma, da necessidade de produção de diferentes tipos de produto para atendimento do cliente surgiu a importância da realização de setup de máquinas ou das linhas para atender a diversificação da produção.
O Sistema Toyota de Produção ganhou seus primeiros contornos na literatura acadêmica com o professor Yasuhiro Monden (MONDEN, 1994) e tem sido objeto de análise de diversos autores que publicaram livros (CUSUMANO, 1989), (SHINGO, 1996), (WOMACK; JONES, 1992), (LIKER, 2004) e artigos (WOMACK; JONES 1994), (SPEAR; BOWEN, 1999) e (SPEAR, 2004).
O desafio de Ohno para a realização de viradas de produção com menor tempo foi alcançado com a ajuda do consultor Shigeo Shingo que desenvolveu o Single Minute Exchange of Die (SMED) em 19 anos de pesquisa empírica.
2.3 Single Minute Exchange of Die (SMED)
Após a apresentação do contexto histórico que envolve o SMED, segue-se o relato da criação do SMED, no qual Shingo distingue três etapas para o desenvolvimento da metodologia ao longo de 19 anos (SHINGO, 1985).
A primeira etapa ocorreu na planta da Mazda Toyo Kogyo em 1950 na cidade de Hiroshima. Ao analisar as atividades de troca de matrizes de uma prensa, Shingo identificou e classificou como setup interno o conjunto de atividades realizadas com a máquina parada e setup externo como o conjunto de operações realizadas com máquina em funcionamento.
A segunda etapa deu-se no estaleiro da Mitsubishi Heavy Industries, em Hiroshima, no ano de 1957, no qual foi realizada a duplicação de ferramentas para que o setup fosse feito separadamente, gerando aumento de 40% na produção. Conforme relato do autor, apesar da euforia com o resultado, esta etapa de trabalho não contribuiu, diretamente, para formar o corpo da metodologia.
Por fim, a terceira e última etapa ocorreu em 1969, na Toyota Motors Company, onde cada operação de setup de uma prensa de 1.000 toneladas exigia quatro horas de trabalho enquanto uma prensa similar na Volkswagen exigia apenas duas horas.
Na Figura 4 apresenta-se, de forma figurada, o SMED. A leitura do fluxograma parte da esquerda para a direita. Inicialmente, distinguem-se dois níveis de divisão do fluxo. Após exigência da diretoria da Toyota, aplicaram-se mais esforços na redução do tempo, gerando o conceito de conversão de setup interno em setup externo, ou seja, a transferência de algumas atividades realizadas com a máquina parada para o momento que ela estivesse em funcionamento. Shingo criou sua metodologia que, na versão em inglês, recebeu a sigla SMED, iniciais de "Single-Minute Exchange of Die". A tradução literal desta traz aglutinado um conceito e uma meta de tempo: troca de matrizes em menos de dez minutos.
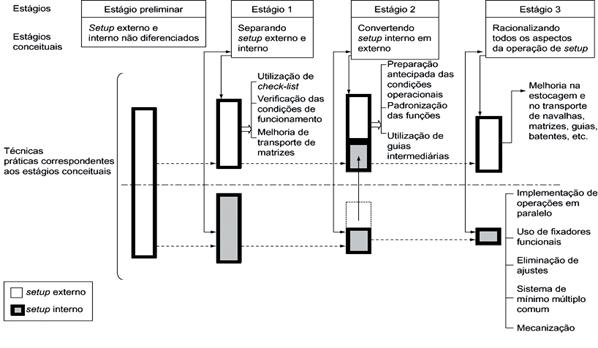
Figura 4: SMED – Single Minute Exchange of DIE
Fonte: Shingo(2000).
Estágio preliminar: Setup Interno e Externo não se distinguem.
O bloco branco do estágio preliminar representa o tempo de setup inicial total. Para calcular este tempo, Shingo (2000) indica a possibilidade do uso do cronômetro, do estudo do método, entrevista com operadores ou da análise da filmagem da operação.
Estágio 1: Separando Setup Interno e Externo.
Nesta fase há a identificação das atividades de setup como setup interno e setup externo. Setup interno, representado pelo bloco cinza, é o tempo gasto com atividades realizadas com a máquina parada. Setup externo, indicado com bloco branco, é o tempo gasto com atividades realizadas com a máquina em funcionamento. As técnicas que podem ser utilizadas para este estágio são a utilização de um check-list, a verificação das condições de funcionamento e a melhoria no transporte de matrizes.
Estágio 2: Conversão do setup interno em setup externo.
Uma sequência imediata do Estágio 1 é a conversão do tempo de setup interno para setup externo, representado na Figura 4 com a seta e deslocamento de área cinza. As técnicas sugeridas para esta fase são a preparação antecipada das condições operacionais, a padronização de funções e a utilização de guias intermediárias. Conforme Shingo (2000) este estágio é necessário, pois a redução de tempo do setup interno promovida pelo estágio 1 ainda não é suficiente para atingir a meta de tempo proposta pelo SMED. Faz-se necessário um reexame das operações para verificar se alguma operação tenha sido erroneamente alocada e modificar a mesma para setup externo.
Estágio 3: Melhoria de cada operação básica do setup interno e externo
O nome escolhido por Shingo (2000) para intitular este estágio não é muito fácil de traduzir. No original em inglês está nomeado como "streamlining all aspects of the setup operation" e a tradução para o português do seu livro ficou como "racionalizando todos os aspectos do setup".
Ao considerar a filosofia SMED em outro livro, Shingo (1988) oferece outra definição ao seu terceiro estágio uma melhoria sistemática de cada operação básica do setup interno e externo. Esta abordagem apresenta uma compreensão melhor do alcance do estágio e permite visualizar o SMED como melhoria contínua. A busca do single-minute (dígito único) pode não ser alcançada nos estágios anteriores sendo necessária a melhoria contínua de cada elemento tanto do setup interno como externo. As técnicas utilizadas neste estágio são melhoria na estocagem, transporte e mecanização.
2.4 Análises Críticas da Metodologia SMED
Para a definição do SMED podem ser utilizadas as distinções apresentadas em McIntosh et al. (2000); na primeira distinção, o "SMED é um conceito". Entende-se o SMED pelo enunciado dos seus estágios conceituais na busca da redução do tempo de setup ou tempo de preparação com uma meta e uma aplicação específica. Na segunda distinção, o "SMED é uma metodologia" com a qual os quatro estágios conceituais integrados em um modo de fluxograma possibilitam atingir a meta proposta. Na terceira distinção, o "SMED é um programa de melhoria" em que, com a busca da melhoria contínua, pode-se aprimorar o método de trabalho realizado na operação de setup.
A principal preocupação trazida pelo SMED foi alcançar uma meta de tempo em um dígito de minuto ou o menor tempo possível, como dito por Esrock (1985). Com relação ao enfoque que está contido na própria sigla SMED, Harmon e Peterson (1991) criticaram que o autor (Shingo) tenha focalizado sua obra para prensas e injetoras.
2.5 Troca Rápida de Ferramenta (TRF)
Trata-se da avaliação da metodologia criada por Shingo, com uma análise de cada estágio conceitual e as técnicas atribuídas. Inicialmente, a metodologia será vista em conjunto e em seguida será dada atenção ao grupo formado pelos estágios conceituais 1 e 2. O Estágio 3 será visto separadamente.
Monden (1984) considera que a distinção das ações de preparação interna e transferência para externa é o conceito mais importante para o SMED, pois em visita a empresas no Brasil, Shingo confirmou este ponto. Quando questionado sobre o trabalho de redução de tempo a resposta era comum, afirmando se tratar de um trabalho de separar setup interno do setup externo.
Isto ocorreu no estudo de caso de Costa et al. (2004), que aplicaram apenas os estágios conceituais 1 e 2. A definição que estes autores redigiram sobre redução de tempo de setup é que em qualquer análise de operações de setup é importante distinguir o trabalho que pode ser feito enquanto a máquina está funcionando e aquele que deve ser feito com a máquina parada.
O princípio fundamental de melhoria de setup é transformar uma operação de setup interno em uma de setup externo conforme Costa; Zeilmann; Schio (2004). Como consequência desta valorização dos estágios 1 e 2, McIntosh et al. (2000) comentaram não ser incomum que aplicações do SMED não realizem o Estágio conceitual 3 ou faça a aplicação da metodologia em ordem diversa da que foi proposta por Shingo.
De qualquer forma, os possíveis ganhos na fase de transformação de setup interno em setup externo são estimados entre 30 e 50% por Shingo (2000) e também por um estudo de Hall (1983) em que os ganhos possíveis com transferência de operações interna para externa são estimados nesta mesma porcentagem.
Em seu livro, Shingo (2000) apresenta informações que conferem ao estágio 3 a mesma importância dada aos estágios 1 e 2: o tempo gasto com ajustes e corrida de testes representam mais de 50% do tempo total de setup: o uso da técnica de implementação de operações paralelas, ou seja, duas pessoas na realização do setup, podem reduzir o tempo de setup em mais de 50%. As porcentagens indicadas possibilitam afirmar que técnicas isoladas podem oferecer benefícios equivalentes aos estágios 1 e 2, mas o estágio 3 e suas técnicas têm recebido menos atenção nas aplicações industriais.
Este trabalho de redução de tempo de setup é, normalmente, um dos primeiros que a empresa estará apta a enfrentar. Os resultados são imediatos e óbvios, mas isto não significa que um programa de redução de setup seja de curto prazo reafirmado por Black (1998
Moxham e Greatbanks (2001) sugerem a criação de um estágio conceitual denominado SMED-ZERO, uma ferramenta de avaliação SMED com aplicação dos critérios de pré-requisitos antes do estágio preliminar do SMED, indicado na Figura 5.
Neste estágio, conforme Moxham e Greatbanks (2001), algumas atividades tais como: trabalho em equipe, controle visual na empresa, medida de desempenho e atividade de melhoria contínua com kaizen seria necessárias.
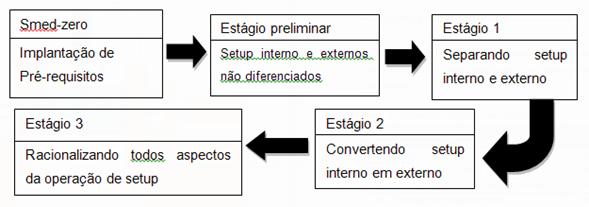
Figura 5: metodologias com presença do SMED-ZERO.
Fonte: MOXHAAM e GREATBANKS (2001).
2.6 Metodologias SMED no Brasil
Conforme relato de Taiichi Ohno (LEAN INSTITUTE BRASIL, 2006), a fábrica da Toyota no Brasil praticava de forma melhor o Sistema Toyota de Produção nos anos de 1970 por conseguir fabricar pequenas quantidades com variedade. Isso era possível pelo bom desempenho da troca de ferramenta de forjaria realizada na planta brasileira. Algumas aplicações da metodologia tornam o SMED referência conceitual quando se trata da redução do tempo gasto em setup.
Calarge e Calado (2003) fazem uso da metodologia SMED em uma linha de conformação de tubos e chapas em um fabricante de eletrodomésticos. Uma observação importante a ser feita é que os autores traduziram o SMED por troca rápida de matrizes.
No Brasil, há uma identificação da metodologia SMED de Shingo com "Troca Rápida de Ferramentas" (TRF), sendo que esta realidade está presente tanto em artigos de revistas industriais (NEUMANN; RIBEIRO; SILVA, 2002), (COSTA; ZEILMANN; SCHIO, 2004), em publicações acadêmicas (FOGLIATTO e FAGUNDES, 2003), (NEUMANN e RIBEIRO, 2004) assim como em trabalhos acadêmicos (KANNENBERG, 1994 e RECH, 2004) e encontros de engenharia de produção (NEUMANN et al., 2004, SATOLO e CALARGE, 2004).
A versão brasileira do livro do Shingo (1985) foi publicada no ano de 2000 com o título "Sistema de Troca Rápida de Ferramentas", indicado na Figura 6.
Figura 6: Edições norte-americanas e brasileiras do livro de SHIGEO SHINGO
Fonte: Bing(2010).
2.7 Comentários
Os trabalhos relacionados a este tema tangem, inevitavelmente, na metodologia desenvolvida por Shingo que, inquestionavelmente realizou contribuições substanciais quando se trata de melhorias em tempo de setup. Pode-se afirmar que o SMED oferece melhorias a baixo custo, especialmente quando se trata de aspectos organizacionais.
3.1 Pesquisas sobre setup
Conforme McIntosh et al. (2000), entre os principais métodos de melhoria organizacional encontra-se o conjunto de práticas de manufatura originárias do Japão que enfatizam o trabalho em equipe na busca contínua de redução de custos e melhoria gradativa na prática do trabalho. Estas práticas são comumente conhecidas como Kaizen.
As melhorias em projeto envolvem mudanças em ferramentas, equipamentos, dispositivos e até na própria máquina quando é necessário melhorar a atividade de virada de produção.
Embora mais demorada e com custo maior, a melhoria em projeto pode simplificar, acelerar ou eliminar as atividades de ajustes durante o setup. Estas melhorias são aprofundadas nos estudos da equipe ICP que gerou o conceito de projeto para Changeover conforme artigo Design for Changeover (2006).
É comum que se ofereça, inicialmente, um pacote de melhorias no qual não é necessário realizar investimentos e é de fácil aplicação. Neste caso trata-se de simples melhorias de ordem organizacional tais como: padronização da disposição de equipamentos de setup, organização do local de ferramentas, o uso de carrinhos para transporte de matrizes, moldes, etc. que não constituem alto custo.
Em um segundo nível, os consultores oferecem as melhorias nas quais é necessário investimento financeiro de maior volume.
Aqui se encontram as soluções de projeto mecânico, por exemplo, compra e uso de parafusadeira ao invés de chaves convencionais, instalação de sistema de engate rápido, instalação de placa magnética para fixação de ferramentas, etc.
As melhorias em projeto de produto e projeto de processos (máquinas e equipamentos) também influem no desempenho do changeover. O ICP tem enfocado muitas pesquisas neste aspecto de melhoria.
Uma aplicação, no Brasil, que utiliza a diferenciação conceitual entre melhoria organizacional e melhoria em projeto foi descrita em uma dissertação de mestrado apresentando uma pesquisa-ação, realizada em uma empresa de equipamentos médicos hospitalares na qual se alcançou ganhos sustentáveis em changeover e elaborada por Alves; Reis (2007).
No âmbito de projeto, McIntosh et al. (2001) descreveram as similaridades entre a atividade de setup e as tarefas próprias de manutenção e avaliaram que técnicas utilizadas na redução do tempo de setup podem ser utilizadas em atividades de manutenção.
Com o uso de estudos de caso originários das pesquisas, esses autores argumentaram que o foco em atividades de manutenção pode influenciar diretamente o desempenho do setup, principalmente porque se podem utilizar equipamentos e dispositivos em perfeitas condições.
No artigo de Van Goubergen (2000), o conceito de setup é apresentado como tradicionalmente é divulgado: tempo decorrido entre a última peça de um lote e a primeira peça com qualidade do lote seguinte.
Conforme este autor, a base do bom desempenho do setup é a motivação dos funcionários que a realizam. Mesmo com uma máquina projetada para que a realização de troca de ferramentas seja feita com rapidez, com o melhor método e organização do trabalho, o desempenho não será ideal se as pessoas que o realizarem não perceberem a importância de um rápido setup ou se não estão motivadas a obter este resultado. A Figura 7 ilustra o pensamento deste pesquisador.

Figura 7: Elementos chave do setup.
Fonte: Van Goubergen (2000).
3.2 Sequências de Lotes
Quando uma equipe define o tempo de setup de uma máquina, seja qual for a metodologia adotada, deve estar atenta à realidade das diferentes sequências de lotes possíveis entre os produtos a serem feitos nesta máquina. Esta importância é percebida mais claramente nos estudos de pesquisa operacional, que buscam realizar modelos para aperfeiçoar a produção, considerando os tempos históricos de setup conforme a sequência de lotes.
Conforme Flynn (1987), o tempo necessário para o setup tem relação direta com o grau de similaridade entre duas tarefas processadas sucessivamente em uma mesma máquina. Portanto, se duas tarefas processadas em sequência são semelhantes, o tempo requerido para o setup será relativamente pequeno, entretanto, se forem completamente diferentes, o tempo será relativamente maior.
4.1 Metodologia
O estudo de caso aqui apresentado busca comprovar um modelo elaborado com base na revisão bibliográfica dos capítulos anteriores. Serão comentados aspectos gerais dos tipos de técnicas e suas classificações, bem como os conceitos utilizados.
Outra razão que justifica o uso deste caso é que há controle sobre eventos comportamentais, isto é, o autor desta pesquisa foi quem aplicou e realizou alterações nas atividades que acompanhou. Dessa forma, será um fator de referência direta nos procedimentos usuais de setup de produção, com liberdade para implantar sugestões de melhoria. Por fim, serão apresentados os passos da realização do método de estudo de caso.
Os requisitos necessários para a escolha do caso foi selecionado pelas seguintes razões: a aplicação da metodologia de Shigeo Shingo nas indústrias tem sido muito difundida, em grande parte por se associar ao sistema de produção enxuta que possibilita também utilizar uma linguagem comum em termos de procedimentos de trabalho.
Nesse contexto, a conclusão é que o estudo de caso seria o mais adequado para ilustrar esta pesquisa por se tratar de atividades que envolvem experiência profissional, equipamentos, sistemas produtivos diferenciados, entre outras coisas.
4.2 Realizações do Método
É importante destacar que a proposta de análise e classificação aqui apresentadas não busca fazer inferências matemáticas e as informações coletadas não são passíveis de análise estatísticas, mas podem ser utilizadas para direcionar as ações de melhorias em changeover.
Uma nova forma para melhorar o setup será a aplicação do método utilizado neste estudo de caso, pois seu aproveitamento pode auxiliar no conhecimento da realidade industrial.
A escolha da produção seriada, em especial de injeção de termoplásticos, tem como requisito necessário evitar a existência das diversas dependências da produção contínua; que há lotes definidos pelo volume de produção e não pela demanda.
O setup será realizado conforme previsto, com a observação enfocada na perda de tempo das atividades de preparação, que no caso selecionado deverá ocorrer conforme padrão determinado, pois assim se podem evitar as variações do setup.
Far-se-á uma integração entre o método desenvolvido por Shigeo Shingo e as ocorrências captadas na indústria, pelo estudo de caso, para melhor explanar o fato real encontrado.
Todos os procedimentos citados, a partir deste momento, foram expostos por Shingo no seu livro "A REVOLUTION IN MANUFACTURING: THE SMED SYSTEM, de 1985, e traduzido para o português, em 1986 como: Sistema de Troca Rápida de Ferramenta.
No estágio inicial (estágio "ZERO"), as condições de setup interno e externo se confundem. O setup interno, no qual as operações podem ser executadas somente quando a máquina está parada e o setup externo, cujas operações podem ser realizadas enquanto a máquina ainda está em funcionamento.
O primeiro estágio da TRF separa o setup interno do externo. O segundo passo da TRF converte o setup interno em externo. O terceiro passo da TRF racionaliza todos os aspectos da operação de setup. O quarto passo leva em consideração a eliminação de ajustes e a linearização dos métodos de fixação.
Estágio 1: Atividades preliminares consistem no levantamento dos tempos e atividades necessários para a realização do setup completo, através de cronometragens e filmagens. Além de conversas com os operadores para o entendimento das atividades que estão sendo realizadas.
Estágio 2: Separação do setup interno (atividades realizadas com a máquina parada), do setup externo (atividades realizadas com a máquina funcionando).
Estágio 3: Conversão do setup interno em setup externo, buscando reavaliar os procedimentos existentes e potencialidade de melhoria, onde as atividades que forem consideradas desnecessárias devem ser eliminadas. Shingo (2000), afirma que se pode reduzir o tempo de setup interno de trinta a cinquenta por cento neste estágio.
Estágio 4: Melhoria e padronização das atividades de setup, colocando em prática as ações definidas na observação e análise contabilizando resultados obtidos, onde se busca a utilização de técnicas alternativas para auxiliar a melhoria da metodologia de setup.
Shingo (1996) considera que existem 8 técnicas principais de TRF para reduzir o tempo de setup. São elas:
Técnica 1- Separação de Operações de Setup Internas e Externas: identificar as operações que devem ser executas com a máquina parada (setup interno) e quais podem ser executadas com a máquina funcionando (setup externo).
Técnica 2 - Converter Setup Interno em Externo: padronizar e preparar todas as atividades que podem ser executas como setup externo antes da máquina parar.
Técnica 3 - Padronizar a Função, não a Forma: igualar as dimensões das peças de trocas.
Técnica 4 - Utilizar Grampos Funcionais ou Eliminar os Grampos: peças de fácil encaixe ou de encaixe único.
Técnica 5 - Usar Dispositivos Intermediários: enquanto há operação da máquina o operador prepara a próxima peça a ser fabricada.
Técnica 6 - Adotar Operações Paralelas: entre operadores ou entre operadores e máquinas. Enquanto a máquina automática realiza uma tarefa de setup o operador executa outra tarefa e dois ou mais operadores realizam tarefas diferentes simultaneamente.
Técnica 7 - Eliminar Ajustes: o melhor tipo de ajuste é não existir ajuste, ou seja, tornar desnecessários os ajustes e calibragens para trocas.
Técnica 8 - Mecanização: fazer com que as operações de troca sejam automáticas reduz-se o custo da troca, mas é necessário investimento inicial. A mecanização deve ser realizada após todas as outras técnicas de TRF forem executadas.
4.3 Classificação
No trabalho de Fogliatto e Fagundes (2003) é descrita uma metodologia genérica para implantação da TRF, em uma indústria moveleira, composta de quatro grandes etapas (estratégica, preparatória, operacional e de consolidação), elaborada a partir de revisão de literatura e considerações de caráter prático.
Os métodos podem ser aplicados em toda a cadeia produtiva indiferente de que produto se esteja confeccionando, sendo fácil determinar o que esta faltando para ter o rendimento melhorado. É importante salientar que esta implantação pode ter o seu tempo dentro de cada organização relacionado ao seu poder de investimento.
Fica claro também, segundo McIntosh (2000), que o valor aplicado está relacionado ao desempenho desejado e em que ponto de evolução o processo se encontra.
As sugestões apresentadas podem dar vantagem competitiva em relação a seus concorrentes.
Procurou-se, de forma simples, expor para esta empresa que, ao se adequar a este conceito, ainda proporcionarão melhor ambiente de trabalho aos colaboradores internos e redução de resíduos.
Uma atividade que requer grande esforço será a conscientização de todos que direta, ou indiretamente têm envolvimento com o setor.
Comentam-se situações que o autor desta pesquisa já presenciou e procedimentos seguidos por ele em setores de processamentos de injeção de termoplástico.
Para que se atinja o objetivo proposto no presente trabalho, recomenda-se que as etapas propostas por Shingo (2000), sejam relacionadas aos processos de injeção termoplástica e também para que se alcance o melhor rendimento, todos os envolvidos têm que acreditar no método, prosseguindo, independentemente de quem o esteja implantando.
4.3 Identificação
A fábrica em estudo possui duas injetoras de polímeros com 1300 e 1800 Kilonewton de força de fechamento, sendo que a proposta de estudo atingirá ambas as injetoras, pois as características dos modelos são semelhantes.
Na realização do presente estudo seguiram-se duas etapas: esboço de toda a sistemática traçada para implantação da TRF na empresa; modelagem das alterações em máquina e em processo que visam à redução do tempo de setup.
Após análise detalhada, verificou-se que muitas das atividades mencionadas na Tabela 1 podem ser convertidas em setup externo e/ou eliminadas. Portanto, considerando esta alteração, o tempo total pode ser convertido em setup externo o que permite que a máquina esteja em funcionamento para realização destas atividades.
As técnicas de análise e solução de problemas e filmagem da operação do setup também são ferramentas auxiliares para distinguir o setup interno do externo.
Durante o estudo inicial, acompanhou-se um caso real de troca de ferramenta onde o produto em questão é um molde terceirizado que tem grande rotatividade de setup nesta fábrica, gerando assim um desperdício considerável.
Todas as atividades e seus respectivos tempos de duração foram levantados e registrados. Verificou-se que o tempo total de setup foi de 2 horas e 30 minutos.
A seguir na tabela 1 estão descritos todos os itens que influenciaram para este tempo que foram arredondados em minutos para facilitar a visualização, sem que isto leve a um julgamento errôneo do resultado.
Tabela 1- Atividades de setup total.
|
Nº |
ATIVIDADES NO SETUP |
HORA/MINUTOS |
|||||
|
01 |
Parar alimentação de resina no funil |
00h07 min. |
|||||
|
02 |
Pegar material de limpeza |
00h03 min. |
|||||
|
03 |
Passar material de limpeza no barril |
00h03 min. |
|||||
|
04 |
Ajustar temperatura do barril |
00h02 min. |
|||||
|
05 |
Pegar chaves para soltar mangueiras |
00h02 min. |
|||||
|
06 |
Soltar mangueiras de refrigeração do molde |
00h04 min. |
|||||
|
07 |
Passar jato de ar nos canais de refrigeração |
00h01 min. |
|||||
|
08 |
Pegar protetivo antioxidante |
00h02 min. |
|||||
|
09 |
Passar protetivo no molde |
00h01 min. |
|||||
|
10 |
Fechar molde |
00h01 min. |
|||||
|
11 |
Colocar trava de transporte do molde |
00h01 min. |
|||||
|
12 |
Pegar olhal para levantamento |
00h02 min. |
|||||
|
13 |
Colocar olhal no molde |
00h02 min. |
|||||
|
14 |
Trazer tralha até a máquina |
00h05 min. |
|||||
|
15 |
Conectar talha ao molde |
00h02 min. |
|||||
|
16 |
Pegar chaves para soltar molde |
00h03 min. |
|||||
|
17 |
Soltar o molde |
00p4 min. |
|||||
|
18 |
Abrir máquina |
00h01 min. |
|||||
|
19 |
Pegar chave para soltar extrator do molde |
00h01 min. |
|||||
|
20 |
Soltar extrator do molde |
00h03 min. |
|||||
|
21 |
Levantar molde sobre as colunas da máquina |
00h02 min. |
|||||
|
22 |
Pegar carrinho de transporte |
00h03 min. |
|||||
|
23 |
Colocar molde sobre carrinho |
00h01 min. |
|||||
|
24 |
Levar molde ao almoxarifado |
00h03 min. |
|||||
|
25 |
Colocar na prateleira |
00h02 min. |
|||||
|
26 |
Pegar o próximo molde da produção |
00h02 min. |
|||||
|
27 |
Levar até a máquina |
00h03 min. |
|||||
|
28 |
Colocar olhal de levantamento no molde |
00h02 min. |
|||||
|
29 |
Levantar molde |
00h03 min. |
|||||
|
30 |
Centralizar molde na mesa da máquina |
00h03 min. |
|||||
|
Nº |
ATIVIDADES NO SETUP |
HORA/MINUTOS |
|||||
|
31 |
Pegar adaptador de centragem de molde |
00h01 min. |
|||||
|
32 |
Colocar adaptador no molde |
00h01 min. |
|||||
|
33 |
Centralizar molde |
00h02 min. |
|||||
|
34 |
Prender extrator ao molde |
00h04 min. |
|||||
|
35 |
Fechar máquina |
00h01 min. |
|||||
|
36 |
Ajustar grampos de fixação na altura da placa |
00h04 min. |
|||||
|
37 |
Fazer a fixação do molde à maquina |
00p7 min. |
|||||
|
38 |
Soltar trava de transporte do molde |
00h01 min. |
|||||
|
39 |
Soltar tralha de levantamento de molde |
00h01 min. |
|||||
|
40 |
Retirar olhal de levantamento de molde |
00h01 min. |
|||||
|
41 |
Guardar talha |
00h05 min. |
|||||
|
42 |
Abrir molde |
00h01 min. |
|||||
|
43 |
Conectar refrigeração ao molde |
00h05 min. |
|||||
|
44 |
Ajustar parâmetros de regulagem ao molde |
00h08 min. |
|||||
|
45 |
Testar ajustes feitos |
00h03 min. |
|||||
|
46 |
Colocar material de trabalho |
00h05 min. |
|||||
|
47 |
Injetar peça |
00h02 min. |
|||||
|
48 |
Verificar padrão de qualidade |
00h02 min. |
|||||
|
49 |
Abrir refrigeração |
00h01 min. |
|||||
|
50 |
Preparar material do processo |
00h05 min. |
|||||
|
51 |
Liberar para produzir |
00h01 min. |
|||||
Fonte: Autor (2010).
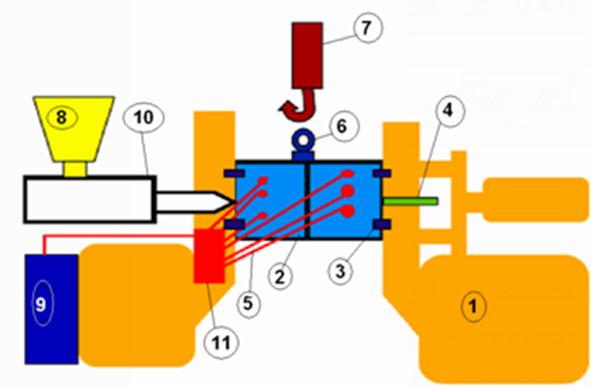
Figura 8: Pontos na injetora utilizada no setup
Fonte: Autor (2010).
A Figura 8 mostra uma máquina injetora com os pontos principais utilizados no estudo de caso deste trabalho.
LEGENDA:
1=INJETORA, 2= MOLDE, 3=PARAFUSO de FIXAÇAO, 4=PINO EXTRATOR, 5= MANGUEIRA de REFRIGERAÇAO, 6=OLHAL de TRANSPORTE, 7=TALHA, 8=FUNIL ALIMENTADOR, 9=UNIDADE de REFRIGERAÇAO,10=UNIDADE de INJEÇAO, 11= MANIFOLD.
4.4 Operações internas e externas de setup
Pela Tabela 2 de tempos perdidos somente os itens abaixo não podem ser transformados em setup externo sem um investimento em equipamentos e maiores treinamentos.
Tabela 2 Atividades de setup feitas como interno.
|
Nº |
SETUP INTERNO |
HORA/MINUTOS |
|||||
|
17 |
Soltar o molde |
00p4 min. |
|||||
|
37 |
Fazer a fixação do molde à máquina |
00p7 min. |
|||||
|
06 |
Soltar mangueiras de refrigeração do molde |
00h04 min. |
|||||
|
43 |
Conectar refrigeração ao molde |
00h05 min. |
|||||
|
10 |
Fechar molde |
00h01 min. |
|||||
|
18 |
Abrir máquina |
00h01 min. |
|||||
|
35 |
Fechar máquina |
00h01 min. |
|||||
|
42 |
Abrir molde |
00h01 min. |
|||||
|
39 |
Soltar tralha de levantamento de molde |
00h01 min. |
|||||
|
38 |
Soltar trava de transporte do molde |
00h01 min. |
|||||
|
29 |
Levantar molde |
00h03 min. |
|||||
|
21 |
Levantar molde sobre as colunas da máquina |
00h02 min. |
|||||
Fonte: Autor (2010).
Percebe-se que o tempo gasto no setup atinge em torno de 52 minutos caso, simplesmente sejam transformados em setup externo os demais itens apontados na Tabela 1. Isto representa economia aproximada de 65% no tempo produtivo.
Além da redução de tempo ganho com a conversão de setup interno em externo há a possibilidade de execução de alterações na engenharia da máquina injetora e moldes que também trazem melhorias no tempo improdutivo da máquina.
4.5 Correlações com o Método
Dentro dos estágios faz-se agora a alocação dos itens apresentados na Tabela 1, segundo as técnicas sugeridas por Shingo e ilustrando-se com o que existe no mercado atual de facilitações na troca de ferramental.
Para facilitar o entendimento, usaremos as numerações mencionadas na Tabela 1, exemplificando o setup externo com os mesmos. Todos os itens colocados nela são pertinentes ao Estágio 1, onde foram descritos, de forma sequencial, o modo de obtenção.
Todas as atividades descritas na Tabela 1 respeitam o sistema de troca de ferramental que, na maioria das pequenas empresas, ocorrem como o descrito.
Como o autor tem formação técnica e tem experiência no assunto, pois já desempenha a mesma função há 17 anos, está qualificado para relatar tal sequência.
O formulário utilizado para captar os dados segue o aspecto da Tabela 1.
A coleta dos tempos foi feita por meio da cronometragem registrada no aparelho ao mostrado na Figura 9.

Figura 9: Cronômetro Digital de bolso Spectron.
Fonte: Hack (2010).
No Estágio 2, foi feita a separação das operações que se podem executar com o equipamento em funcionamento sem causar perdas ao processo.
Dos 51 itens apresentados no estudo da empresa em questão, 12 deles não conseguem ser eliminados sem prévio investimento no processo e estão descritos na Tabela 2, fazendo parte do Estágio 4, que serão abordados mais adiante.
A seguir, apresentamos os números dos itens e o respectivo tratamento para eliminá-los como setup interno:
Os setups de números 01, 02 e 03 estão relacionados à matéria-prima que podem ou não serem motivos de desperdícios de tempo. Basta, contudo que se tenha um controle de tempo sobre o esvaziamento do barril quando a troca de material seja necessária. Outra informação importante é que o programador de produção (PCP), sempre que possível, mantenha o mesmo tipo de material na sequência do setup, evitando a limpeza do barril ou modificação de temperatura.
Os setups de números 05, 08, 11, 12, 13, 14, 16, 19, 20, 22, 23, 24, 25, 26, 27, 28, 31,36 são operações que podem ser corrigidas com um carrinho porta ferramentas, como o mostrado na Figura 10.
O equipamento trará rapidez e eficiência, pois nele podem ser colocados todos os itens citados dando maior mobilidade ao setup e não deve ser considerado como um investimento, pois o seu uso é necessário em qualquer sistema de troca de ferramentas.

Figura 10: Carrinho porta ferramentas.
Fonte: dgblaser (2010).
Os setups de números 07 e 09 podem ser executados após o término de todas as operações, pois não têm influência no desenvolvimento.
Para os setups de números 14, 15, 39 e 41 é importante que os seteups de números 14 e a5 sejam colocados em prática antes dos setups de números 39 e 41 da operação de troca, evitando perda de tempo na movimentação.
Os demais itens serão comentados individualmente em sequência de ocorrência.
Os itens de números 06 e 43 podem ser melhorados com o uso de engates rápidos ou mesmo um bloco manifold, padronizando como sugerido no Estágio 3, conforme Figura 11, a seguir.


Figura 11: Bloco Manifold e bico de engate rápido.
Fonte: tecnoblog(2010).
Os itens de números 30, 32 e 33 são importantes, pois asseguram o alinhamento da unidade de injeção com a bucha de injeção do molde.
Não há complexidade em resolver este caso, bastando apenas padronizar o anel de centragem que, em geral, fica preso ao molde, como mostra a Figura 12, a seguir.

Figura 12: Anel de centragem
Fonte: tecnoserv(2010).
Um agravante é que os equipamentos têm diâmetro variado, mas este inconveniente se resolve com um adaptador.
O item de número 44 pode facilmente ser resolvido com uma ficha de processo, caso o equipamento não disponha de um banco de armazenagem, anotando os parâmetros de regulagem feitos quando o processo estiver estável e com aprovação do controle de qualidade.
Lembramos que isto é importante de ser realizado mesmo dispondo de banco de armazenagem no equipamento, por uma questão de segurança.
Os itens de números 17, 20, 34 e 37, como comentado anteriormente, se encaixam no Estágio 4 de melhorias da TRF, para os quais se sugere uma alternativa que requer baixo investimento, com ótimo retorno.
Trata-se de vários dispositivos que trabalham de maneira semelhante, disponíveis para escolha do empresário e com sua utilização recuperarão tempo precioso da produção. As Figuras 13, 14 e 15 exemplificam.


Figura 13: Fixadores de moldes hidráulica ou mecânico.
Fonte: Nei (2010).


Figura 14: Extrator de engate ou molas para retorno de Placa extratora
Fonte: tecnoserv(2010).


Figura 15: Placa magnética ou placa com rasgo "T" para fixação de moldes.
Fonte: plasticomoderno(2010).
4.6 Comentários
Os itens informados na Tabela 1 foram eliminados, como apresentado no tópico anterior, sem que para isto, a citada empresa fizesse investimento considerável.
Em estudos realizados para elaborar este trabalho observou-se que algumas ferramentas vêm sendo utilizado para obtenção dos dados e apesar deste procedimento ser comum nas médias e grandes empresas, nas pequenas indústrias isto não ocorre, por isso estas ferramentas não foram adotadas para validar a ideia de que a redução de tempo é possível em qualquer nível produtivo industrial.
O intuito do trabalho era esclarecer dúvidas que o pequeno transformador tem. Por que o seu concorrente tem melhor preço, se os produtos são semelhantes, a matéria-prima, o processo e a mão-de-obra são basicamente iguais.
Com a visão apresentada neste trabalho e fazendo dessa sua primeira meta pode-se afirmar que o pequeno empresário encontrará a resposta do diferencial que o seu concorrente possui.
Observou-se que todas as técnicas desenvolvidas no presente trabalho, de certa forma, são úteis na indústria transformadora e o que muitas delas têm em comum é o fato de demandar um investimento inicial que as pequenas empresas, em geral, não dispõem e, por falta de informações, temem o endividamento para ter o ganho competitivo mencionado.
Indicaram-se pontos em que as paralisações podem ser reduzidas e apresentaram-se métodos de análise desenvolvidos e aplicados com resultados eficientes em processos seriados (injeção de polímeros), onde o autor possui maior familiaridade.
As questões centrais levantadas de como aplicar os métodos de redução do setup na pequena indústria transformadora e sobre a possibilidade de usar as propostas já desenvolvidas no mercado foram plenamente respondidas ao longo do trabalho.
O Capítulo 4 indicou um método de classificação dos elementos do período de setup que ocorre na virada de produção, identificando-os entre fatores de projeto ou organizacionais.
Ao apresentar os sistemas para troca rápida de matrizes, deu-se uma ideia, ainda que superficial, do assunto desenvolvido, mas deixou claro que os métodos sugeridos aplicam-se a toda cadeia produtiva, não importa o produto em fabricação.
Embora dispondo de ferramental mais simples, não é difícil detectar o que falta para melhorar o rendimento, desde que profissionais estejam envolvidos e também que o valor aplicado está relacionado ao desempenho desejado e em que etapa do processo se encontra (4.3 Identificação).
O estudo de caso descrito aproximou-se àquilo que acontece na realidade de chão de fábrica em geral, pois o intuito era privilegiar justamente esses micros transformadores com sugestões que os mesmos possam por em prática sem grandes complicações e respondem às perguntas feitas no início do trabalho.
A abordagem da desaceleração de produção demonstrou que todo tempo perdido reduz a condição de competitividade do pequeno empresário, mas a melhoria no setup é somente o início de todo o processo de mudança que o empresário deve adotar.
Pode-se considerar que o resultado obtido foi excelente para as condições que a empresa ofereceu ao pesquisador.
Procurou-se seguir a metodologia que Shingo apresentou na TOYOTA MOTOR com o sistema de troca rápida de ferramenta (TRF), mesclando com o método SMED, também produto da criação de Shigeo Shingo.
O ganho na empresa em questão atingiu, aproximadamente, 65% de tempo perdido em setup, sendo que somente as mudanças sugeridas já a fizeram atingir esta meta, reforçando o conceito de que é possível reduzir desperdícios de tempo, se um controle de setup for feito e seguido.
Participar neste mercado tão complexo requer, antes de qualquer coisa, conhecimento e a capacidade de inovar, qualquer que seja o ramo de atuação. Não basta apenas se eficiente, tem que se buscar a eficácia, pois do contrário, em longo prazo, se está fadado ao fracasso.
O presente estudo começou pela Tese de Doutorado de Miguel Sugai, um profundo estudioso do assunto. No decorrer do seu trabalho, cita a falta de entendimento para a virada de produção. Contudo, nem mesmo ele explicou quando ocorre o fim de uma produção e o inicio da outra. Assim, fica a sugestão para que outro colega em um futuro t.c.c., reflita a respeito e traga esta resposta.
CAMPOS, Luiz Dalmir Ferraz de. Aplicação do Conceito de Mentalidade enxuta ao Projeto de sistemas de Manufatura - Luiz Dalmir Ferraz de Campos. Campinas, SP: 2000. Disponível:
FOGLIATTO, F. S.; FAGUNDES, P. Troca Rápida de Ferramentas: proposta metodológica e estudo de caso. Gestão & Produção. Vol. 10, 2003.
HALL, R. W. Zero Inventories. Homewood, Ill: Dow Jones-Irwin, 1983.
KANNENBERG, G. Proposta de Sistemática para Implantação de Troca Rápida de Ferramentas. Porto Alegre, Dissertação (Mestrado em Engenharia de Produção). Escola de Engenharia. Universidade Federal do Rio Grande do Sul, 1994.
LIKER, J. O Modelo Toyota. 14 Princípios de gestão do maior fabricante do mundo. Porto Alegre: Bookman, 2005.
McIntosh R.I., CULLEY S.J., MILEHAM A.R., OWEN G.W. Rapid changeover – a pre requisite for responsive manufacture. International Journal of Operations & ProductionManagement.Vol19,1999.
SHIGEO, Shingo. Sistema de Troca Rápida de Ferramenta, 2000. Traduzido por Ed. ARTMED S.A./Originalmente publicado sob o título: A revolution in manifacturing the SMED system, 1985, título em japonês Shiguri Dandori, 1983.
SUGAI, Miguel. Método de classificação dos Elementos do Período da Retomada de Produção. Campinas, SP, 2007. Universidade Estadual de Campinas-UNICAMP=Engenharia Mecânica.
Disponível em:
www.esalq.usp.br/qualidade/ishikawa/pag1.htm. Acessado em: 27/01/2010.
www.grima.ufsc.br/sim/apostila/Capit1.pdf. Acessado em: 16/02/2010.
http://libdigi.unicamp.br/document/?code=vtls000427655.Acessado :20/01/2010.
www.qprocura.com.br/.../Metodo-de-classificacao-dos-elementos-do-periodo-da-retomada-de-producao.html. Acesso em: 16/01 2010.
http://www.ingentaconnect.com/content/mcb/024/1999/00000019/00000008/ Acessado várias vezes a partir de 18/01/2010.
REFERENCIAL COMPLEMENTAR
www.scielo.br/scielo/ Acessado várias vezes a partir de 18/01/2010.
http://img368.imageshack.us/i/cronometromp7.jpg/ Acessado em 10/05/2010.
http://www.dgblaser.com.br/carrinhos-para-ferramentas Acessado em 10/05/2010.
http://tecnoblog.net/loja/moldes-plasticos/ Acessado em 10/05/2010.
http://www.nei.com.br/images/lg/232627.jpg Acessado em 10/05/2010.
www.tecnoserv-moldes.com.br/produtos Acessado em 10/05/2010.
http://www.plasticomoderno.com.br/revista/ Acessado em 10/05/2010.
http://www.ebah.com.br/ Acessado várias vezes a partir de 18/01/2010.
http://www.scribd.com/ Acessado várias vezes a partir de 18/01/2010.
http://www.4shared.com/ Acessado várias vezes a partir de 18/01/2010.
http://www.infopedia.pt/lingua-portuguesa/ Acessado várias vezes a partir de 18/01/2010.
Changeover ou Virada de produção: Pode ser também traduzido por "passar para outro", "virada de linha", "câmbio", "troca de programa" ou simplesmente "troca". Trata-se de um período que engloba os períodos de desaceleração, período de preparação e período de retomada. (McINTOSH et al. 2001b)
Manifold - multiplicidade= s.f. Qualidade do que é múltiplo. Número considerável, abundância; grande variedade. (http://www.dicio.com.br/multiplicidade/)
Setup- é o intervalo de tempo que se leva desde o término da última peça boa do lote anterior até a saída da primeira peça boa do próximo lote. (FOGLIATO e FAGUNDES, 2003)
SMED- Single Minute Exchange of Die: A tradução literal desta traz aglutinado um conceito e uma meta de tempo: troca de matrizes em menos de dez minutos. Conceito de conversão de setup interno em setup externo, isto é, a transferência de algumas atividades realizadas com a máquina parada para o momento que esta estivesse em funcionamento. (SHINGO 1985)
Termoplásticos- adj. Que tem a propriedade de amolecer sob a ação do calor e de endurecer ao esfriar-se. Consistem em plásticos que se podem tornar brandos (macios) quando se desejar, normalmente através de uma elevação de temperatura (aquecimento) e endurecimento de novo por arrefecimento.
(http://www.infopedia.pt/$termoplasticos)
Kaizen - é uma palavra japonesa que significa mudança para melhor ou aprimoramento contínuo e que permeia toda a administração Japonesa pode então, até servir de sinônimo de Administração Japonesa.
(http://www.infobibos.com/Artigos/2006_2/5s/Index.htm) .
Dedico esse Trabalho, primeiramente a minha Companheira e Amiga ELIANE que, nas horas mais difíceis, me incentivou a não desistir e aos meus filhos YAN, MILLENA e TAYANE que são minha maior razão de vida.
AGRADECIMENTO
Agradeço a DEUS que nos faz forte para enfrentarmos a vida.
Aos meus pais, irmãos e amigos pelo incentivo e fé em mim depositados.
Ao meu orientador Jovelino Sérgio Seraphim que, com toda paciência, me trouxe até o final do trabalho.
Ao coordenador Marcos Gentil que dividiu sua experiência profissional, sanando minhas dúvidas no decorrer deste curso.
A todos professores, que em minha vida acadêmica formaram a base necessária para que EU conseguisse este feito inédito.
"O homem nasce inocente, cresce insistente e falece demente"
(Siqueira, 2010)
Autor:
Joseildo Estevão Siqueira
siqueiraestevao[arroba]yahoo.com
CENTRO ESTADUAL DE EDUCAÇAO TECNOLÓGICA PAULA SOUZA
FACULDADE DE TECNOLOGIA DE MAUÁ
TECNOLOGIA EM PRODUÇAO DE MATERIAIS PLÁSTICOS
MAUÁ/SAO PAULO
2010
Orientador: Prof. M. Sc. Jovelino Sérgio Seraphim.
Monografia apresentada à FATEC-Mauá como parte dos requisitos para obtenção do Título de Tecnólogo em Produção de Materiais Plásticos.
| Página anterior | Voltar ao início do trabalho | Página seguinte |
|
|
|




