 Página anterior Página anterior | Voltar ao início do trabalho | Página seguinte  |
Para obter qualidades essenciais da argamassa, tais como: a facilidade de emprego quando fresca, resistência mecânica, durabilidade, impermeabilidade e constância de volume após o endurecimento, sempre tendo em vista o fator econômico, de acordo com Petrucci (1998), são necessários:
A grande influência da relação água/cimento deve-se ao fato que ela determina a porosidade, maior resistência da pasta e, conseqüentemente, da argamassa. A NBR 11173, recomenda uma relação água/cimento máxima de 0,45. Entretanto, Libório (1989) sugere limitar a relação água/cimento em 0,40.
Com base na experiência do grupo da Universidade de São Carlos, são sugeridos os seguintes parâmetros característicos de dosagem de argamassa, em valores prováveis:
As proporções usuais de cimento e agregado miúdo verificadas no mundo para argamassas destinadas à argamassa armada variam entre 1:1,5 e 1:3,0, o que conduz a consumos de cimento entre 800 a 520 kg/m3 (Hanai, 1992). Libório (1989) afirma ser possível confeccionar argamassas de boa qualidade com teores de cimento inferiores aos 700 kg/m3, normalmente divulgados, respeitando-se o limite mínimo de 450 kg/m3 e relação agregado/cimento máxima de 3,5.
As armaduras na argamassa armada podem ser divididas em duas classes:
A armadura difusa tem como funções principais resistir aos esforços de tração, limitar a abertura de fissuras (ou de microfrissuras, no caso de armaduras mais densas, subdivididas e distribuídas) e favorecer o surgimento de uma configuração de fissuras pouco espaçadas.
De acordo com o Instituto Brasileiro de Telas Soldadas -IBTS, a tela pode ser definida como uma armadura de aço préfabricada, formada por fios de alta resistência mecânica (aços tipo CA-50 e CA60), soldados entre si em todos os pontos de cruzamento, constituindo malhas quadradas ou retangulares (Paes, 1994).
Em resumo, podem-se distinguir as seguintes etapas na produção de elementos pré-fabricados:
O sistema de aquecimento em piso de argamassa armada, com resistência elétrica, em instalações avícolas tem-se mostrado valioso para reduzir o desconforto provocado pelo frio, nos primeiros dias de vida das aves. Entretanto, seu aprimoramento e o desconhecimento de seus benefícios, por parte dos produtores, em termos de aumento da produção, constituem problemas para a difusão desta técnica (Abreu, 1998).
Portanto, o objetivo deste trabalho foi desenvolver e avaliar protótipos de placas pré-moldadas de argamassa armada, com processos de fabricação distintos, para circulação de água aquecida ou resfriada, visando sua utilização em maternidades de suínos, a fim de proporcionar conforto térmico para os leitões e matrizes lactantes.
Foram construídas três placas de argamassa armada (P1, P2, P3), descritas a seguir, para avaliação do comportamento térmico e definição das temperaturas ideais de entrada de água.
As placas foram construídas no Laboratório de Construção Civil do Departamento de Engenharia Civil e testadas no Laboratório de Construções Rurais e Ambiência do Departamento de Engenharia Agrícola da Universidade Federal de Viçosa.
O material utilizado para construção das placas com vazio em sei interior (P1) foi a argamassa armada com traço 1:2:0,45. A placa foi construída com as seguintes dimensões: comprimento de 1,75 m, largura de 0,50 m e espessura de 0,075m. Na área central da placa, foram deixados vazios, em forma de serpentina a fim de permitir a circulação da água aquecida apenas na região de exposição das tetas das matrizes lactantes. Os vazios obtidos na parte central da placa ocuparam uma área de aproximadamente 0,55 m2, obtidos com o auxílio de 9 tubos de 1m de comprimento por 0,035 m de diâmetro, perfazendo um total de, aproximadamente, 10 m lineares de vazios, com diâmetro de 0,035 m.
A placa foi construída em três etapas: primeiramente, foi construída a parte central, depois as extremidades e, finalmente, a colagem das mesmas.
Para moldagem da placa central, foi construída uma fôrma com o fundo de chapa de madeirit plastificada de 0,0015 m de espessura e, nas laterais, ripas de cedro de 0,0020 m de espessura. A fôrma foi construída com as seguintes dimensões internas: 1,00 m de comprimento, 0,50 m de largura e 0,075 m de altura. Foram efetuados nove furos vazados, em cada uma das extremidades, com diâmetros de 0,035 m para passagem dos tubos. Os vazios foram obtidos por meio de tubos galvanizados de 0,035 m de diâmetro. Para armação, foi utilizada tela eletrossoldada EQ 120 (Belgo Mineira) de aço cozido com diâmetro dos fios de 0,0025 m e espaçamento dos fios de 0,05 m.
Para o cálculo do volume de argamassa necessário ao preenchimento da fôrma com as proporções necessárias de cada componente, utilizaram-se as seguintes equações:

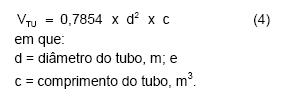
De posse do volume total de argamassa, acrescido de 10 %, calculou-se a quantidade dos componentes, levando-se em consideração a proporção estipulada de 1:2:0,425.
Para cada 1 m3 de argamassa na proporção estipulada, calculou-se a quantidade de cimento utlizando-se a equação:
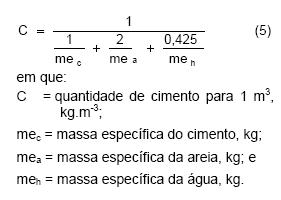
Após obtenção da quantidade necessária de cimento para 1m3 de argamassa, calculou-se por meio de regra de três, a quantidade de cimento necessária para o volume de argamassa desejada.
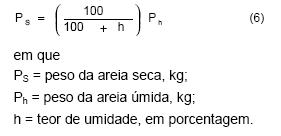
Para o cálculo da quantidade de areia seca, multiplicou-se a quantidade de cimento encontrada pelo fator de proporcionalidade adotado, que, neste caso, é 2. Quando a areia apresentavase com algum teor de água, determinado com o medidor de umidade "speedy moisture tester", era efetuada a correção da quantidade de areia por meio da equação:
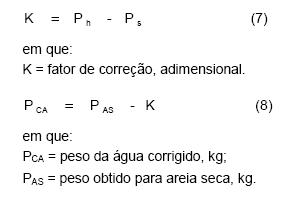
O mesmo procedimento, citado no parágrafo anterior, foi adotado para obtenção da quantidade de água, ou seja, quando a areia encontrava-se seca, adotouse o valor de 0,425 e, quando a areia apresentava algum teor de água efetuava-se a correção por meio do fator de correção obtido pela equação:
Após estabelecer as quantidades dos componentes da argamassa, estes foram misturados em uma betoneira, para posterior preenchimento da fôrma. Na medida em que ia sendo preenchida com argamassa, a fôrma sofria um processo de vibração para melhor adensamento da argamassa, com o objetivo de se evitar bolhas de ar, que provocam vazios, durante o processo de cura.
Feito o preenchimento da fôrma, à medida que a argamassa ia secando, os tubos eram submetidos a movimentos circulares, a fim de evitar que ficassem presos na argamassa até sua retirada, após algumas horas de secagem, com o objetivo de proporcionar os vazios na placa.
Para moldagem das extremidades das placas, foram construídas fôrmas com fundos e laterais de chapa de madeirit plastificada de 0,0015 m de espessura. A fôrma foi construída com as seguintes dimensões internas: 0,41 m de comprimento, 0,50 m de largura e 0,075 m de altura. Foram efetuados nove furos vazados, em cada uma das extremidades, com diâmetros de 0,035 m para passagem dos pedaços de tubos corrugados de polietileno, utilizados para interligar os vazios obtidos da placa central.
Para a armação, foi utilizada tela eletrossoldada EQ 120 (Belgo Mineira) de aço cozido, com diâmetro dos fios de 0,0025 m e espaçamento dos fios de 0,05 m. Com o intuito de economizar argamassa com a conseqüente diminuição do peso final da placa, as extremidades não foram construídas completamente maciças. Para isto, utilizaram-se blocos retangulares de isopor embutidos nas mesmas, com as seguintes dimensões: comprimento de 0,27m, largura de 0,47m e espessura de 0,05m.
Por meio das equações e procedimentos adotados para confecção da placa central, descritos em itens anteriores, efetuou-se, paralelamente, a confecção das partes das extremidades.
Após sete dias de cura, as placas laterais foram encaixadas e coladas na parte central com o auxílio do Adesivo Epóxi de Alta Aderência SIKADUR-32, que é um adesivo estrutural fluido, constituído de dois componentes, resina epóxi e endurecedor. Primeiramente, efetuou-se a mistura dos dois componentes, nas devidas proporções recomendadas pelo fabricante, até a obtenção de uma pasta homogênea. Posteriormente, aplicou-se em uma das superfícies, aplicou-se uma camada de aproximadamente 2mm de espessura da pasta, para promover a aderência das superfícies a serem unidas.
Para colagem da placa com tubos corrugados em seu interior (P2), o material utilizado foi a argamassa armada com traço 1:2:0,45. A placa foi construída com as seguintes dimensões: comprimento de 1,75m, largura de 0,50m e espessura de 0,075m. Com o intuito de economizar argamassa e energia na operação, como na placa P1, optou-se também por proporcionar
o aquecimento, apenas, na área central da placa P2. No interior da placa P2, ao invés apenas dos vazios moldados na placa P1, foram utilizados tubos corrugados com diâmetro de 0,035m, dispostos em forma de serpentinas para circulação da água, embutidos na placa. Os vazios, obtidos no interior por meio dos tubos corrugados na parte central da placa, ocuparam uma área de aproximadamente 0,55m2, perfazendo um total de aproximadamente 10 m lineares de vazios com diâmetro de 0,035m, no interior da placa, para circulação da água.
Os cálculos adotados para construção da placa P2 foram semelhantes aos aplicados na construção da placa P1. Quanto à forma de construção, a placa P2 foi construída de uma só vez, devido à possibilidade de utilização de tubos corrugados de polietileno embutidos na placa, para propiciar a circulação da água. Após a montagem do "esqueleto" (Figura 1) foram adotados os mesmos procedimentos de enchimento e cura, utilizados na confecção da placa P1.
Para colagem da placa com vazios em seu interior para matrizes (P3), o material utilizado foi a argamassa armada com traço 1:2:0,45. A placa foi construída com as seguintes dimensões: comprimento de 1,75m, largura de 0,50m e espessura de 0,075m. Foi construída com as mesmas características da placa P1, diferenciando-se, apenas, quanto ao volume vazado no interior da placa. A placa P3 foi construída, perfazendo um total de aproximadamente 15m lineares de vazio com diâmetro de 0,035m, obtidos por meio de nove tubos de 1,60m de comprimento com 0,035m de diâmetro em contato com a argamassa armada, perfazendo, aproximadamente, 0,85m2 de área para circulação da água a fim de conseguir o resfriamento em praticamente toda placa, para troca de calor com as porcas. O processo de confecção da placa P3 foi similar ao utilizado para a placa P1, variando, apenas, as dimensões da parte central e das extremidades.
Para avaliação do desempenho térmico das placas, foi utilizada uma caixa dágua de amianto, com capacidade de 100 litros, que funcionou como reservatório para a água aquecida e resfriada. Foram conectadas, a esta, conjuntos de válvulas e conexões de PVC interligados com mangueiras de plástico, para circulação da água até às placas, conforme apresentado na Figura 2.
Para aquecimento da água, utilizou-se um sistema de aquecimento a gás, desenvolvido pela firma Polidryer, composto de um depósito de alimentação de água, um aquecedor a gás GLP de água e um "boyler" para armazenamento da água aquecida. Este conjunto é apresentado na Figura 3.
Na medida em que a água, na saída do "boyler", atingia a temperatura desejada, ela era colocada na caixa para posterior circulação nas placas P1 e P2.
Na avaliação térmica da placa P3, utilizou-se, para o resfriamento da água, a deposição de blocos de gelo diretamente na água armazenada na caixa de amianto, para posterior circulação desta na placa.
Os dados de temperatura das placas foram obtidos, por meio de termopares colados em seis pontos de cada placa (Figura 4). As temperaturas das placas foram obtidas através da média das 60 leituras de cada ponto, em intervalos de 60 segundos. Estes dados foram monitorados e armazenados por meio de um sistema de aquisição automático de dados da "National Instruments", com o auxílio do programa de computador LabVIEW (Laboratory Virtual Instrument Engineering Workbench) versão 6i.
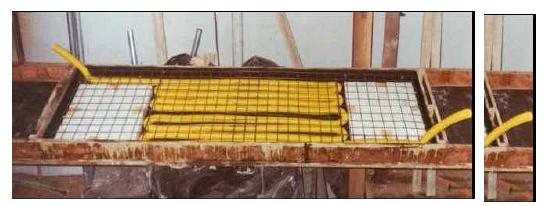
Figura 1. Conjunto completo de fôrma, armação, tubos corrugados e blocos de isopor para confecção da placa P2.
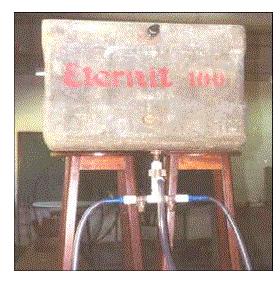
Figura 2. Montagem do sistema de circulação de água nas placas.
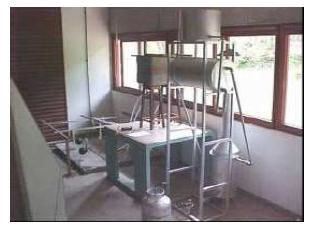
Figura 3. Vista geral do sistema de avaliação do comportamento térmico das placas
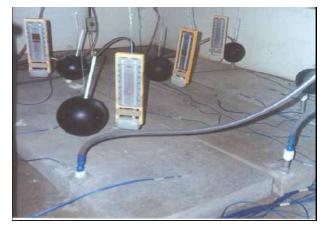
Figura 4. Montagem dos instrumentos de medição nos protótipos.
Após opção pelo uso da placa P2, esta foi submetida a uma avaliação de temperatura de aquecimento, variando-se a temperatura de entrada da água na placa. Foram utilizadas as temperaturas de 38 ºC, 43 ºC e 47 ºC, a fim de obter uma melhor avaliação do comportamento da placa, como também a representação de um modelo ajustado de regressão, capaz de simular o valor máximo de temperatura que a placa poderia atingir em função da temperatura de entrada da água.
As leituras foram obtidas, conforme descrição apresentada no parágrafo anterior, variando-se apenas o intervalo de tempo, ou seja, as leituras foram feitas até à estabilização das temperaturas, no ponto de máximo de aquecimento da placa.
Para avaliação da placa P3, foram adotados os mesmos procedimentos seguidos nas avaliações das placas P1 e P2, com variação apenas dos intervalos de leituras, que, neste caso específico, foram de 30 em 30 segundos até à estabilidade da placa, ou seja, até ser obtida a temperatura mínima alcançada pela placa.
Os dados foram analisados, ajustando-se modelos de regressão.
Avaliação do desempenho térmico das placas
As avaliações foram feitas para os tratamentos: piso construído apenas com vazios em seu interior (P1) e piso construído com tubos corrugados no interior da placa (P2).
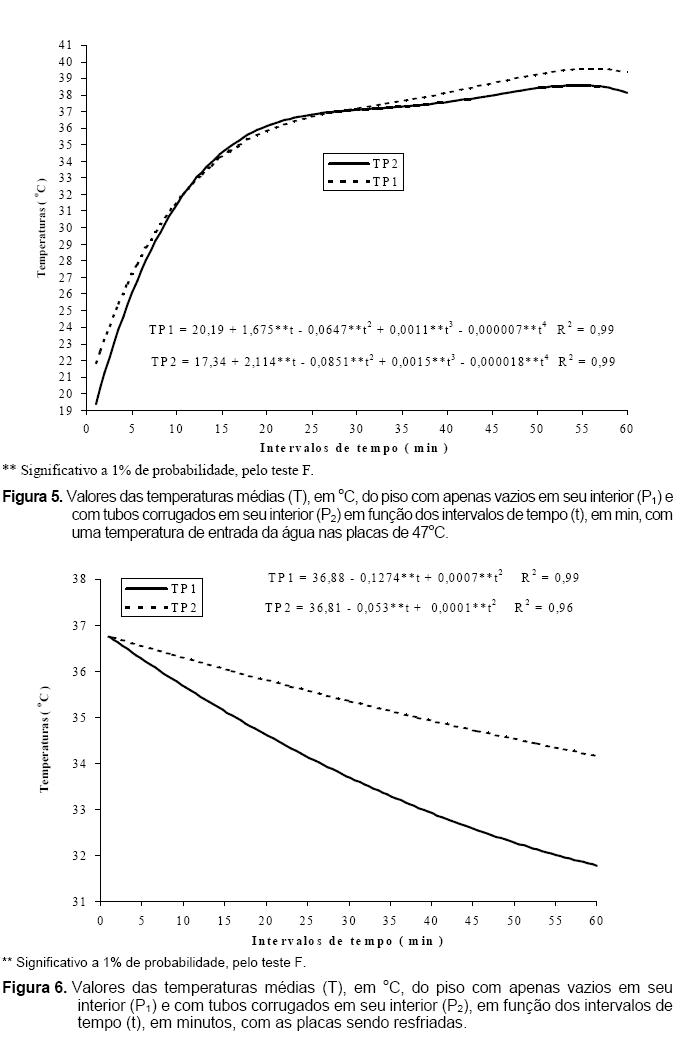
Com base nos dados médios de temperatura das placas, foram obtidas as equações de regressão, em função dos intervalos de tempo (Figura 5).
Pode-se observar comportamento semelhante entre os tratamentos, para mesma temperatura de entrada da água nas placas a 47 º C. Quando as placas atingiram as temperaturas máximas e estabilizaram, a placa P1 atingiu uma temperatura ligeiramente superior a da placa P2. Isto ocorreu devido a placa P2 ter tubo corrugado em seu interior, que funcionou como isolante, dificultando a troca de calor entre a água quente e a placa.
Observa-se que o gradiente de temperatura, no momento de estabilização das placas, foi de aproximadamente 1 ºC, em favor do tratamento P1; não sendo este valor suficiente para justificar sua utilização, devido ao fato de a mesma apresentar maior custo e maior dificuldade de construção.
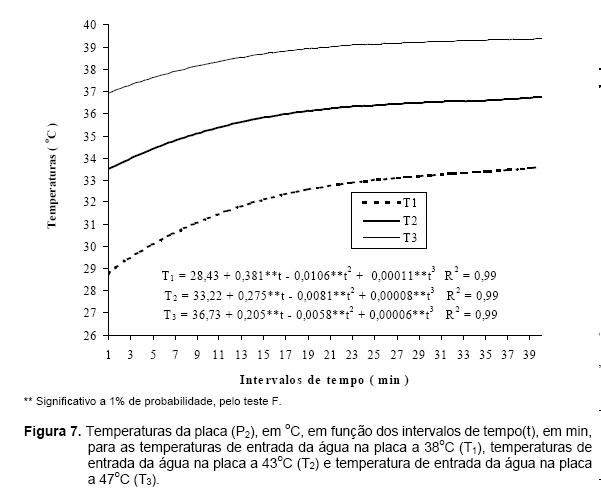
Os tratamentos e variáveis analisadas para o piso nas condições de resfriamento foram os mesmos descritos para os pisos: construído apenas com vazios em seu interior (P1) e construído com tubos corrugados no interior da placa (P2).; o que modificou foi apenas a retirada da fonte de aquecimento.
Com base nos dados médios de temperatura das placas, foram obtidas as equações de regressão, em função dos intervalos de tempo (Figura 6).
Observa-se que a placa P2 apresentou maior inércia térmica, ou seja, conservou-se mais aquecida que a P1, para um mesmo intervalo de tempo. Tal fato ocorreu, provavelmente, porque ao fechar a circulação de água nas placas, estas permaneceram com uma certa quantidade de água em seu interior. Com o passar do tempo, essa água foi se resfriando devido à troca de calor contínua com a placa. Como a placa P2 tinha em seu interior o tubo corrugado, o mesmo passou a funcionar como uma barreira entre a água e a argamassa, dificultando a troca de calor entre ambas, mantendo, assim, a água aquecida em seu interior por um maior período de tempo, o que proporcionou maior inércia térmica.
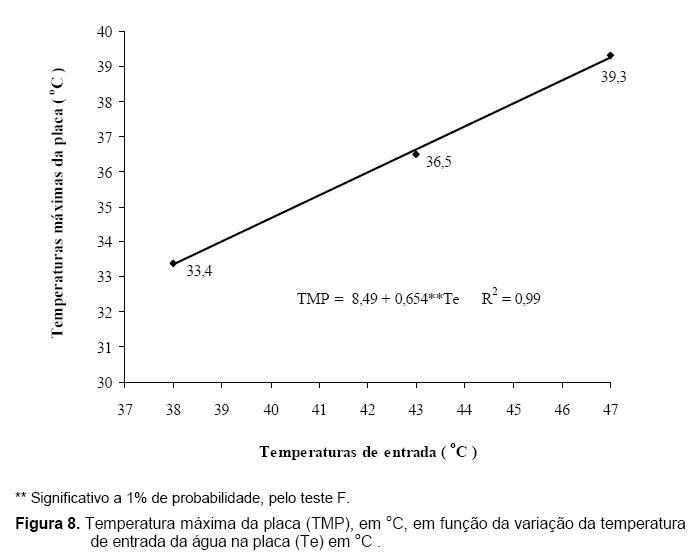
As avaliações complementares do piso para placa P2 foram conduzidas com base em variações das temperaturas de entrada da água no piso. Os tratamentos avaliados foram: temperatura de entrada da água no piso de 38 ºC (T1P2), temperatura de entrada da água no piso a 43 ºC (T2P2) e temperatura de entrada da água no piso a 47 ºC (T3P2).
Com base nos dados médios das temperaturas da placa, foram obtidas as equações de regressão, em função dos intervalos de tempo (Figura 7).
Observa-se, por meio das curvas ajustadas, que o comportamento térmico da placa foi bastante semelhante com a variação na temperatura de entrada da água. Nota-se que, à medida que a temperatura da água aumentou, ocorreu uma redução no gradiente de temperatura da placa, para os mesmos intervalos de tempo de circulação da água aquecida.
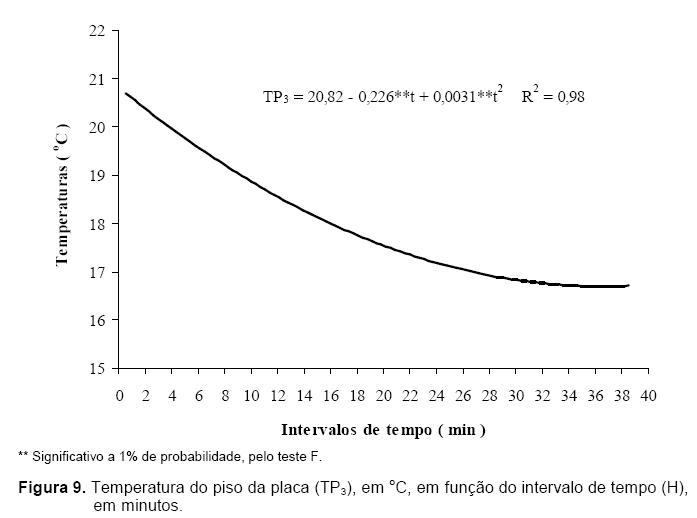
Utilizando os valores das temperaturas máximas obtidas por meio das médias alcançadas no momento da estabilização da placa, com temperaturas de entrada da água na placa a 38 ºC, 43 ºC e 47 ºC, construiu-se o gráfico de temperatura máxima, que a placa pode alcançar (TMP), em função da variação na temperatura de entrada da água na placa (Te) (Figura 8).
Avaliou-se o comportamento da placa P3, quando esta foi submetida à uma temperatura de entrada da água de 13 ºC, até a obtenção do ponto de temperatura mínima, verificada por meio da estabilidade da temperatura da placa.
Na Figura 9, nota-se que a estabilidade foi alcançada, aproximadamente, aos 35 minutos após o início da circulação da água, intervalo de tempo que pode ser considerado baixo, para uma redução de, aproximadamente, 4 ºC na temperatura da placa.
Diante dos resultados obtidos, conclui-se que:
BALLARIN, A . W . Argamassa Armada : Definição, Histórico e Desenvolvimento. São Paulo: ABCP, 1987. 39p. (ET 88).
BUCHER, M. R. E. Argamassas. São Paulo: Associação Brasileira de Cimento Portland, 1987.
HANAI, J.B. de. Construções de argamassa armada: Fundamentos Tecnológicos para o Projeto e Execução. São Paulo: Pini, 1992, 189p.
HOMEM, A.C.F. Ferrocimento (Técnicas de construção). Viçosa, MG: UFV., 1993. 27P. (UFV Boletim de Extensão, 37).
IBTS INSTITUTO BRASILEIRO DE TELAS SOLDADAS. Telas soldadas. Informações Técnicas. Catálogo Técnico.
LIBÓRIO, J.B.L. Estudo patológico de construções de argamassa armada existentes no Brasil. São Carlos, 1989. 322p. Tese (Doutorado em Engenharia Civil) EESC/USP.
NEVILLE, A.M. Propriedade do concreto. Trad. Salvador E. Giameno. São Paulo: Pini, 1982.
PAES, J. L. R. Contribuição ao projeto de elementos pré-fabricados de argamassa armada com ênfase na durabilidade. Universidade Federal Fluminense, UFF. Niterói RJ. 1994. 275p. Dissertação de mestrado.
Ricardo Fontes Moreira1, Haroldo Carlos Fernandes2, Lauro Gontijo Couto3, Fernando Pinheiro Reis4, Júlio César de Jesus5, Alexandre de Melo Pereira6, Arlindo José Camilo7.
haroldo[arroba]ufv.br
1 Eng. Mecânico DS em Engenharia Agrícola, DEA/UFV (31) 3899-1883.
2 Prof. Adjunto IV DEA/UFV.
3 Prof. Adjunto DEC/UFV 4 Prof. Adjunto DPI/UFV.
5 Doutorando DEA/UFV.
6 Engenheiro Agrícola DEA/UFV 7 Graduando em Engenharia Agrícola e Ambiental DEA/UFV.
| Página anterior | Voltar ao início do trabalho | Página seguinte |
|
|
|




