 Página anterior Página anterior | Voltar ao início do trabalho | Página seguinte  |
3.1. Tipos de sistemas produtivos
Os diversos tipos de sistemas produtivos impõe a definição do PCP a ser utilizado na empresa, ou seja, o PCP deverá ser específico para cada indústria. Entre os tipos de sistemas produtivos, destacamse os seguintes:
Indústria de Produção Contínua - Conforme ZACCARELLI (1987), as indústrias do tipo contínuo são aquelas que realizam as mesmas operações, com poucas interrupções, produzindo grandes lotes de produtos e, consequentemente, possuindo grande rigidez no processo. Classificam-se
Indústria de Produção Intermitente - As indústrias de produção intermitente podem ser de dois tipos:
1) Produção sob encomenda: Segundo RUSSOMANO (1979), as indústrias de produção sob encomenda são aquelas em que o tempo de preparação é grande em relação ao tempo de operação, produzindo pequenos lotes de uma grande variedade de artigos.
2) Produção repetitiva dos mesmos lotes de produtos: Este tipo de indústria, de acordo com RUSSSOMANO (1979) e ZACCARELLI (1987), possui as mesmas características da indústria de produção sob encomenda, com algumas simplificações devido à repetitividade dos lotes. Incluise nesse tipo as indústrias de móveis, eletrodomésticos etc.
Segundo RUSSOMANO (1979), o tipo de produção define o sistema de PCP a ser utilizado. Desta forma tem-se PCP por fluxo - utilizado na produção contínua; PCP por projetos especiais - utilizado na produção sob encomenda; PCP por ordem - utilizado na produção repetitiva; PCP por Bloco ou Cargas - utilizado em determinadas indústrias.
Para se realizar o PCP existem dois pré-requisitos essenciais. O primeiro diz respeito ao roteiro da produção, que irá mostrar como o produto será montado e como as peças serão fabricadas. O segundo trata do planejamento global da produção, que consiste na busca de um programa que concilie as perspectivas de vendas com a capacidade produtiva da fábrica.
De posse dessas informações, o PCP exerce as seguintes funções: Emissão de Ordens, Programação e Movimentação das ordens de fabricação, Acompanhamento da produção e Planejamento e controle de estoques.
3.2. Planejamento e controle da produção: aspectos conceituais
"O Planejamento e Controle da Produção (PCP) é a função administrativa que tem por objetivo fazer os planos que orientarão a produção e servirão de guia para o seu controle." (MOTTA, 1987)
Segundo CHIAVENATO (1991), a função PCP é que planeja e programa a produção e as operações da empresa, bem como as controla adequadamente, objetivando aumentar a eficiência e a eficácia através da administração da produção.
TUBINO (1997) considera que o PCP é responsável pela coordenação e aplicação de recursos produtivos de forma a atender da melhor maneira possível os planos estabelecidos em níveis estratégico, tático e operacional.
No nível estratégico, são definidas as políticas estratégicas de longo prazo da empresa. Neste nível o PCP participa da formulação do Planejamento Estratégico da Produção, gerando um Plano de Produção. No nível tático são estabelecidos os planos de médio prazo para a produção, o PCP desenvolve o Planejamento-Mestre da Produção, obtendo o Plano-Mestre da Produção (PMP). No nível operacional são preparados os programas de curto prazo de produção e realizado o acompanhamento dos mesmos. O PCP então, prepara a programação da produção administrando estoques, sequenciando, emitindo e liberando as ordens de compras, fabricação e montagem, bem como executa o acompanhamento e controle da produção.
Portanto, em termos simples, o PCP determina o que vai ser produzido, quanto vai ser produzido, como vai ser produzido, onde vai ser produzido, quem vai produzir e quando vai ser produzido.
Há, entre os autores da área, uma certa divergência quanto as fases ou atividades do PCP. Mas, conforme MACHILINE (1986), a classificação é a seguinte: programação, roteiro, aprazamento, liberação e controle.
3.2.1. Programação
Essa primeira fase determina os tipos e as quantidades dos produtos que serão fabricados, baseados nos pedidos recebidos dos clientes, nas previsões de vendas, ou em ambos.
CHIAVENATO (1991) define a programação como o detalhamento do plano de produção, para que ele possa ser executado de maneira integrada e coordenada pelos diversos órgãos produtivos e demais órgãos de assessoria.
Conforme RUSSOMANO (1979), essa fase, denominada de planejamento da produção, consiste no acerto do programa de produção para um determinado período a partir das perspectivas de vendas, da capacidade de produção e dos recursos financeiros disponíveis.
3.2.2. Roteiro
Nessa fase determina-se quem fará as operações, onde elas serão feitas e os tempos unitários de fabricação do produto para cada uma das operações.
Para RUSSOMANO (1979) o roteiro da produção tem a função de determinar o melhor método de produção das peças, dos subconjuntos e da montagem dos vários produtos acabados que a fábrica produz, além de determinar o tempo-padrão de preparação e de operação das máquinas. As decisões baseadas no roteiro de produção são: fabricar ou comprar, fluxo de montagem, forma e tamanho da matéria-prima, divisão do trabalho a ser feito, escolha da máquina na qual o trabalho será feito, seqüência das operações e escolha do ferramental.
3.2.3. Aprazamento
Nesta fase, determina-se quando será iniciada a produção, quando terminará e, por diferença, quanto tempo levará.
3.2.4. Liberação
Consiste essencialmente na mobilização dos recursos, antes do momento em que a produção deverá ser iniciada, de acordo com os prazos determinados na fase anterior.
Conforme RUSSOMANO (1979), nos sistemas de PCP mais complexos, a liberação ou movimentação das ordens de fabricação se encarrega de todas as providências para fabricar: retirada de matéria-prima de almoxarifado, contagem de peças, transferências e entrega de peças produzidas, etc.
De acordo com ZACCARELLI (1987), a liberação é um conjunto de funções para:
a. Verificar a disponibilidade de materiais, ferramentas e instruções técnicas para as ordens de fabricação a serem iniciadas, e providenciar para que fiquem à disposição do operário;
b. Decidir sobre a seqüência de processamento das ordens de fabricação;
c. Distribuir ordenadamente as vias componentes das ordens de fabricação;
d. Coletar informações para controle.
3.2.5. Controle
Iniciada a produção, a fase do controle trata de acompanhá-la em todo os seus aspectos para que os planos sejam executados, ou devidamente modificados, quando surjam imprevistos que impossibilitem sua realização.
Conforme ZACARRELLI (1987), o controle da produção é a função da administração que planeja, dirige e controla o suprimento de materiais e as atividades de processo de uma empresa, de modo que produtos específicos sejam produzidos por métodos específicos para atender um programa de vendas aprovado, sendo essas atividades realizadas de tal maneira que a mão-de-obra, os equipamentos e o capital disponíveis sejam empregados com o máximo aproveitamento.
Segundo o autor, há dois tipos de controle usados para orientar eventos de acordo com os planos: Acompanhamento e Controle de Estoques.
Acompanhamento são os controles que obrigam os eventos a seguir aquilo que foi definido nos planos, ordens ou "planos diários". O Controle de Estoques é usado para assegurar que o nível dos estoques se mantenha dentro dos limites razoáveis. Portanto, o controle da produção deve ser administrado de tal forma que faça com que o investimento ou estoque seja mantido em um nível ótimo e o controle de O objetivo principal do controle da produção é atingir a meta definida pelo marketing no plano de vendas. Dentro dessas limitações, o objetivo secundário é conseguir a melhor integração possível entre o uso ótimo da mão-de-obra, dos equipamentos e do capital.
Este trabalho foi elaborado com base no método de estudo de caso aplicado a uma empresa paraibana de médio porte, inserida no setor de revestimento cerâmico, conforme as seguintes etapas: Pesquisa Bibliográfica, Pesquisa de Campo para coletar dados e Análise das informações.
A pesquisa bibliográfica, executada para levantar dados secundários, fez uso principalmente do aporte teórico de autores clássicos que descrevem o PCP, como RUSSOMANO e MACHLINE.
No processo de coleta de dados, fez-se uso de entrevistas semi-estruturadas, um misto entre a entrevista focalizada que aborda um tema específico, e a entrevista estruturada que se desenvolve "a partir de uma relação de perguntas" (GIL, 1987). Para o caso específico deste trabalho, foi escolhido como respondente o responsável pela área de Produção da empresa.
Os dados coletados foram analisados com base no referencial teórico adotado, o que possibilitou uma avaliação mais precisa do processo produtivo da empresa selecionada.
A empresa em estudo encontra-se inserida no segmento de produtos minerais não-metálicos e tem como objetivo a industrialização e comercialização de produtos para revestimentos cerâmicos. É considerada uma das empresas que tem representação significativa no mercado nordestino, localizada no Distrito Industrial de João Pessoa, estado da Paraíba.
A localização da empresa pode ser considerada estratégica, uma vez que utiliza as vantagens da região, relativas a abundância de matéria-prima e incentivos fiscais, dispondo também de infraestrutura adequada para escoamento da produção.
A empresa atua no mercado há 15 (quinze) anos e vem intensificando suas atividades para atingir outros nichos do mercado nacional. Atualmente está adotando uma moderna tecnologia na fabricação dos revestimentos, pretendendo alcançar uma posição de destaque entre as concorrentes.
Segundo os dados coletados, a produção mensal da empresa é de 650.000 m²/mês . A empresa é considerada de médio porte, funciona em um regime de produção equivalente a 24 horas/dia. Seus fornecedores de matérias-primas e insumos estão localizados, em parte, na própria região Nordeste e no sul do país, e a comercialização dos produtos fabricados realiza-se através de representantes comerciais espalhados em todo Nordeste, que absorve 80% (oitenta por cento) da produção.
Recentemente a empresa foi certificada pelo CCB – Centro Cerâmico do Brasil -INMETRO, órgão certificador que controla tecnicamente o setor cerâmico no país e também é associada à ANFACER – Associação Nacional dos Fabricantes de Revestimentos Cerâmicos, que fornece suporte técnico e atualização tecnológica.
6.1 Cadeia produtiva
Na cadeia produtiva da indústria de revestimento cerâmico, identificam-se três grupos de matériasprimas. As argilas constituem a base do material cerâmico, enquanto que os demais minerais (caulins, quartzitos, feldspatos, filitos, talcos, calcários e outros) são utilizados na composição dos produtos com objetivos de atingir as características de cada produto.
As argilas são obtidas, na maioria dos casos, em minas de propriedade da própria indústria cerâmica. Os demais são adquiridos de empresas de mineração. Estas matérias-primas, em geral, são beneficiadas nas próprias indústrias cerâmicas.
O terceiro grupo de matérias-primas é constituído pelos corantes e vidrados, utilizados na decoração e acabamento do produto. A figura abaixo ilustra a composição genérica desta cadeia produtiva.
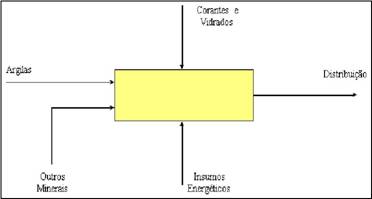
Figura 2 – Cadeia Produtiva Genérica.
Fonte: Pesquisa Direta, 2000.
6.2 - Processo produtivo da empresa em estudo
As empresas produtoras de revestimentos cerâmicos podem utilizar dois processos básicos: o processo de preparação por via seca e o processo por via úmida. A empresa objeto deste estudo utiliza o processo por via úmida, justificado pelo fato de que este processo oferece uma melhor qualidade ao produto final, devido à melhor homogeneização dos componentes da mistura.
Constatou-se ainda que a empresa dedica uma atenção especial à etapa de identificação e exploração de jazidas, pois existe, internamente, um setor de pesquisa de matéria-prima, que tem por objetivo localizar e caracterizar jazidas para atender sua demanda de produção, para evitar possíveis gargalos, em decorrência da falta da matéria-prima principal do processo produtivo de revestimento cerâmico.
A seguir, apresenta-se o fluxograma de produção utilizado pela empresa em estudo, onde são consideradas as principais etapas realizadas no processo de fabricação dos produtos cerâmicos.
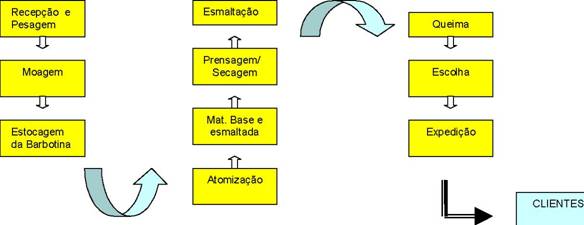
Figura 3 – Fluxograma do Processo Produtivo Fonte: Pesquisa direta, 2000
6.3 - O Planejamento e Controle da Produção
Ficou constatado, na pesquisa realizada, que a empresa não tem um setor específico de Planejamento e Controle de Produção - PCP, sendo considerado pelos administradores como algo muito complexo e desnecessário. Logo, as atividades de planejamento e controle da produção não obedecem às características de um PCP formal, ou seja, não é realizado de acordo com a abordagem convencional anteriormente descrita. A empresa trabalha com uma programação de curto prazo, evitando a formação de estoques e atingindo um maior nível de flexibilidade para atender às necessidades do mercado.
O estudo possibilitou a identificação das seguintes fases do PCP:
Programação da Produção
A programação da produção é realizada com base na carteira de pedidos e eventualmente leva-se em consideração o histórico de vendas, produzindo para estoque de curto prazo. Para atender a demanda dos produtos, a empresa estabelece um programa de produção por lotes divididos por: dimensões, cores e designer.
Na empresa esta fase é auxiliada por um sistema, desenvolvido internamente, que emite o relatório de programação da produção, contendo as quantidades e produtos a serem produzidos.
Roteiro
Dentre as fases do PCP, esta foi a mais claramente percebida, durante as observações. O roteiro de produção da empresa está inteiramente vinculado ao sistema de certificação do CCB (Centro Cerâmico do Brasil), onde estão contidos e padronizados todas as etapas e procedimentos necessários à produção de revestimento cerâmico, entendendo-se como padronização a uniformização de métodos e instruções de trabalho para facilitar a fabricação de uma série.
As atividades de produção desenvolvidas pela empresa têm ainda, obrigatoriamente, que seguir às exigências das normas da ABNT, que são basicamente três:
- NBR 13816 – Terminologia Técnica (Define o conjunto de termos usados para uma técnica);
- NBR 13817 – Classificação (Norma que classifica produtos ou materiais de acordo com propriedades características);
- NBR 13818 – Especificação e métodos de ensaios (A especificação fixa das condições que o material deve satisfazer e métodos de ensaios é a maneira de comparar os resultados dos ensaios e em seguida fixar um método.
Desta forma, observa-se que a função destas normas pode ser traduzida como o roteiro, uma vez que o roteiro da produção tem a função de determinar o melhor método de produção dos produtos.
Aprazamento
O relatório emitido na fase da programação da produção já dispõe de informações a respeito do início das operações e a previsão do seu término, ou seja, informações que caracterizam esta fase do PCP.
Controle da Produção
Segundo informações coletadas, a empresa realiza o controle da produção, em várias fases, iniciando com o controle das matérias-primas e outros insumos, levando-se em consideração as quantidades previstas pela programação da produção. Também é realizado controle em toda linha de produção e no estoque de produto acabado, através de registros de qualidade e fichas técnicas. A responsabilidade do controle da produção é distribuída aos setores que participam diretamente da produção.
A manutenção preventiva, considerada como parte do controle de produção, é realizada nas trocas de produção através da elaboração anterior de um check-list, ou pela comunicação de necessidade de manutenção. Isto se faz necessário devido ao processo ser em série e sem interrupções ou armazenagem prévia, o que obriga o aproveitamento de todo o tempo disponível.
6.3.2 - Administração do Sistema de Produção
Uma característica observada refere-se a automatização do processo de produção, que é realizado praticamente sem interferência humana. A interferência humana é maior nas atividades de controle do processo. Tal característica pode ser considerada benéfica para a empresa uma vez que a tendência mundial é exatamente automatizar processos, com o objetivo de evitar desperdícios, proporcionar maior produtividade à empresa e melhor qualidade dos produtos.
Para auxiliar a administração do sistema de produção, a empresa em estudo desenvolveu internamente um programa para atender suas necessidades no que se refere ao planejamento e controle da produção. Basicamente, são gerados por este sistema dois relatórios: Programação de produção e Estoque de produto acabado.
Através do estudo realizado, constatou-se que a empresa apresenta características de produção do tipo contínua, ou seja, a produção é feita em grandes lotes com poucas interrupções no processo. Esta característica influencia diretamente o controle da produção que deve ser realizado com o máximo de eficácia possível, garantindo o funcionamento do processo sem a ocorrência de paradas.
A respeito do Planejamento e Controle da Produção, constatou-se que a empresa não apresenta as características formais, descritas na literatura, realizando estas atividades, desde a programação até o seu controle, de forma bastante simplificada e não claramente delimitada, sendo, inclusive, algumas fases distribuídas aos setores responsáveis pela produção. A utilização desta forma simplificada justifica-se, principalmente, pela necessidade de redução de custos, o que comumente acontece nas empresas de revestimento cerâmico, impulsionando-as a inovarem quanto a planejamento e controle da produção.
Embora divergindo da literatura, em alguns aspectos, o planejamento e controle da produção nesta empresa prioriza o cumprimento dos prazos preestabelecidos, o aproveitamento do processo com o mínimo de desperdício, existindo um nível de reaproveitamento que alcança quase a totalidade das perdas (perda crua no processo).
Com relação aos níveis de estoques, grande preocupação do PCP, a empresa os mantém compatíveis com o percentual adotado no setor, percentual este reduzido em função da programação ser estabelecida, principalmente, de acordo com a carteira de pedidos.
Diante de tais considerações, observou-se que apesar da informalidade com que é realizado o PCP nesta empresa, seus objetivos de produção são alcançados satisfatoriamente.
ANFACER, Diagnóstico da Indústria de Revestimento Cerâmico. São Paulo, 1999.
CHIAVENATO, Idalberto. Iniciação à Administração da Produção. São Paulo: Makron, McGraw-Hill, 1991.Cap. 5, pp. 81-100.
GIL, Antônio Carlos, (1987), Métodos e Técnicas de Pesquisa Social, Atlas, São Paulo
MACHLINE, Claude et al. Manual de Administração da Produção . Rio de Janeiro: Ed. da FGV, 1986, vol. 2. Cap. VI, pp. 247-269.
RUSSOMANO, Vitor Henrique. Planejamento e Acompanhamento da Produção. São Paulo: Ed. Pioneira, 1979. Cap. 3, pp. 37-47.
TUBINO, Dalvio Ferrari. Manual de Planejamento e Controle da Produção. São Paulo: Atlas, 1987. Cap. 1, pp. 23-32.
ZACARELLI, Sérgio Baptista. Programação e Controle da Produção. São Paulo: Pioneira, 1987. Cap. 1 e 2, pp. 21-34.
Autores:
Celestina Crocetta Biazin
Amália Maria Goldberg Godoy
Universidade Estadual de Maringá
| Página anterior | Voltar ao início do trabalho | Página seguinte |
|
|
|




